
Домашний умелец всегда держит в своем арсенале набор инструментов, одним из которых является паяльник. Пайка самый удобный способ своими руками припаять провод, отремонтировав бытовую технику, компьютер, другое электрооборудование. Однако может не оказаться под рукой паяльника или отключена электроэнергия, а потребность спаять становится необходимой. Поэтому существуют способы соединения металлических изделий в домашних условиях без паяльника.
Как сделать самодельный прибор для пайки?
Сделать паяльник можно из подручных средств в любом месте, квартире, доме, на природе, при ремонте автомобиля и т.д. Оптимальным решением станет сооружение прибора из медной проволоки диаметром сечения 4-5 мм. Тоньше проводок может прогореть, а толще будет нагреваться дольше, а работать с ним станет сложнее. По длине достаточно будет 10-15 см. С одной стороны конец затачивается или сплющивается, это место которой будет осуществляться спайка элементов. С другой стороны можно сделать деревянную ручку, чтобы не обжечь руки или воспользоваться плоскогубцами.
Второй составляющей успешного паяния является наличие открытого огня. Можно воспользоваться зажигалкой, костром, горелкой, бензиновой лампой, другими подручными средствами, с помощью которых будет нагреваться конец проволоки.
Необходимо соорудить подставку для пайки, которая должна быть надежно закреплена. Важно, чтобы очаг нагрева находился вблизи места работы, чтобы она была удобной, а самодельный паяльник не успевал остывать. Под руками необходимо подготовить плоскую емкость с припоем и канифолью. С помощью такого простого способа можно легко отремонтировать и запаять многие вещи, соединять микросхемы к плате.
Еще один доступный способ изготовления самодельного паяльника представлен на видео.
Необходимый инструмент
Вроде бы на первый взгляд припаять без паяльника кажется абсурдным занятием, но ничего удивительного нет, особенно если потребность пайки становится необходимой. Для того чтобы работа была продуктивной, а результат достигнутым, помимо самодельного паяльника необходимо вооружиться подручным инструментом:
- плоскогубцы. Лучше запастись обычными пассатижами и с узкими носиками;
- напильник, надфиль;
- наждачная бумага;
- нож, ножницы;
- кисть.
Этот инструмент есть у каждого домашнего мастера не только дома, но и может быть в автомобиле, что делает возможным проведение паяльных работ независимо от места нахождения. Помимо необходимости паяльника дома он может понадобиться для ремонта авто электрики. Тем самым паяльник своими руками становится незаменимым помощником независимо от места потребности.

Лужение без паяльника
Для улучшения контакта проводов, увеличения качества паяния используется предварительное нанесение припоя на места соединяемых элементов. Эта технология называется лужением, может проводиться также без использования паяльника. Для этого понадобиться небольшая емкость, в роли которой справиться любая металлическая крышка из-под банки.
Производится подготовка проводов, на которых снимается изоляция с концов, подвергаемых лужению. В емкость помещается канифоль и олово-свинцовый припой. Далее понадобится разогреть содержимое на огне. Оголенные и зачищенные концы провода опускаются в кипящую канифоль, а после на несколько секунд в массу олова. Вынув провода необходимо сразу с помощью мягкой ветоши удалить лишние части припоя, чтобы в результате процедуры остался тонкий, равномерный слой.
Если целью лужения является не проводка, а ремонт посуды или иных не стальных поверхностей, то емкость не подойдет. Работа осуществляется непосредственно на детали. Для этого на место обработки настругивается припой с канифолью и подвергается нагреванию с нижней части. После содержимое растирается, а излишки удаляются тряпкой. Рекомендуется для качественного получения результата обработать поверхность специальной кислотой. Теперь луженые детали готовы к пайке.

Пайка проводов без использования паяльника
Провода небольшого диаметра можно спаивать за счет уже имеющегося олова от лужения. Для этого концы скручиваются и подвергаются нагреву. Использовать можно любой источник пламени, даже обычную зажигалку или спички. В случае работы с сечением провода более 1 кв. мм. содержащегося слоя от лужения будет недостаточно, поэтому на поверхность спаиваемых частей после их скрутки наносится небольшое количество струганного припоя. Используется нагрев участка до момента, пока расплавленная масса заполнит все поры скрутки. Этот вариант удобен при работе с тонким проводом, таким как у наушников, зарядного устройства для телефона.
Элементарная пайка двух концов провода является распространенным случаем, но иногда есть необходимость соединения провода к середине другого или припаять провод без паяльника к плате. В первом случае зачищается от обмотки участок соединения. Присоединяемый провод наматывается в месте припоя и зажимается, чтобы создать плотную, надежную скрутку. Далее спаивание элементов производится по принципу работы соединения двух концов. Припой к поверхности желательно делать после предварительного лужения, это позволит упростить задачу соединения. Кусок провода прикладывается на место и посыпается сверху мелкими частичками припоя. Нагрев участка производится снизу детали до момента, пока олово не станет одним целым с проводом и поверхностью.
Пайка посуды или емкостей
Паяльник может понадобиться не только для качественного соединения проводов, но и для ремонта бытовой, садово-огородной посуды. Это могут быть кастрюли, ведра, в которых образовались небольшие отверстия. Чтобы их паять необходимо подготовить место припоя, обработав отверстие изнутри наждачной бумагой и кислотой. Далее снизу емкости устанавливается пластина, чтобы предотвратить утечку расплавленного припоя, который в мелко нарезанном виде вместе с канифолью насыпается изнутри в отверстие. Заканчивается пайка без паяльника нагреванием снизу места запаивания огнем до полного заполнения ремонтируемого участка. Проблематичным будет ремонт алюминиевой тары, для которой потребуется специальный припой. В его составе должен кроме олова присутствовать цинк, висмут или алюминий. Приготовление сплавов осуществляется с помощью перемешивания и нагрева до высокой температуры.
Пайка с использованием пасты
Решить проблему без наличия паяльника можно с помощью специальной пасты, которая приготавливается самостоятельно или приобретается в магазине в готовом виде. Уникальность паяльной пасты в том, что ее можно долгое время хранить, а при необходимости использовать, имея под рукой источник нагрева. Для приготовления понадобится несколько компонентов: соляная кислота, вода, цинк, олово. Все составляющие перемешиваются, а после происхождения реакции вода выпаривается, вследствие чего масса получается пастообразной. Сделать пайку не составит труда, используя пасту и добавляемые компоненты, которые позволят без паяльника провести требуемые работы. Поверхность или участок перед пайкой зачищается и на него намазывается паста. С помощью нагрева на огне паста расплавляется, образуя прочное, защищенное соединение. Для правильного соединения элементов и получения нужной консистенции можно подробно изучить соответствующие рекомендации и посмотреть видео.
Пайка фольгой
Существует быстрый способ пайки с использованием фольги, которая играет роль припоя. Удобство метода заключается в том, что фольга при расплавлении принимает аккуратную форму, не размазывается, не растекается. Можно использовать для припаивания контактов и проводов, для чего место соединения подготавливается, удаляется изоляция. Далее фольга накручивается и подвергается нагреванию, которое должно быть планомерным, чтобы материал постепенно расплавлялся. Используется зажигалка, свеча или иной источник небольшого пламени.
Отсутствие паяльника не является в итоге большой проблемой, чтобы отремонтировать электротехнику, компьютер, посуду и т. д. Необходимо только запастись нужным набором инструментов и компонентами для удачной и результативной пайки. Важно соблюдать технику безопасности, а также не допускать детей к месту работы, потому что пайка проводится с материалом высокой температуры.
Каждый начинающий электронщик задавался вопросом: “А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?” Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
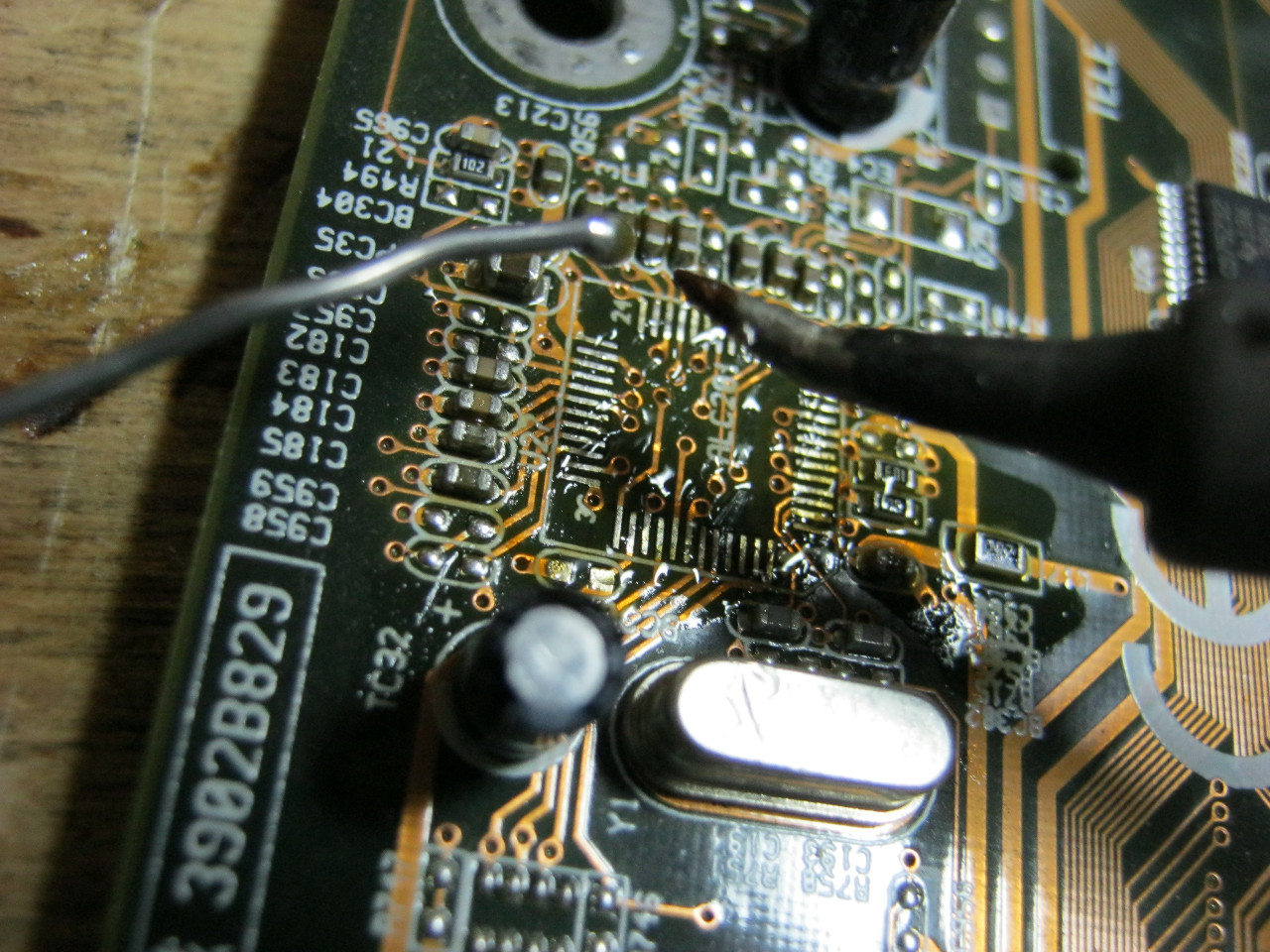
У каждой микросхемы имеется так называемый “ключ”. Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!

Выставляем температуру фена на 330-350 градусов и начинаем “жарить” нашу микросхему спокойными круговыми движениями по периметру.

Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.

Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.

Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка – это Goot Wick .

Вот что у нас получилось:

Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом

Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.

Напоследок чуток еще смазываем флюсом и по периметру “приглаживаем” контакты микросхемы к пятакам с помощью паяльника.

Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой и вантузом. Методов пайки металлов существует много, но прежде всего нужно знать, как паять паяльником, хотя в бытовых условиях осуществимы и могут понадобиться также другие ее способы. В помощь желающим освоить технологию ручных спаечных работ и предназначена эта статья.
Флюсы
Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически с основным металлом не взаимодействующие или взаимодействующие в ничтожной степени, активированные, химически действующие на основной металл при нагреве, и активные (кислотные), действующие на него и холодными. В отношении флюсов наш век принес больше всего нововведений; большей частью все же хороших, но начнем с неприятных.
Первое – технически чистого ацетона для промывки паек в широкой продаже больше нет вследствие того, что он используется в подпольном производстве наркотиков и сам обладает наркотическим действием. Заменители технического ацетона – растворители 646 и 647.
Второе – хлористый цинк в активированных флюс-пастах часто заменяют тераборнокислым натрием – бурой. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; хлорид цинка также токсичен, а при нагреве сублимирует, т.е. улетучивается не плавясь. Бура безопасна, но при нагреве выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Примечание: бура сама по себе паяльный флюс для пайки погружением в расплавленный припой, см. далее.
Хорошая новость – теперь в продаже есть широчайший ассортимент флюсов на все случаи паяльной жизни. Для обычных спаечных работ вам понадобятся (см. рис.) недорогие СКФ (спиртоканифольный, бывший КЭ, второй в списке бескислотных флюсов в табл. I.10 на рис. выше) и паяльная (травленая) кислота, это первый в списке кислотный флюс. СКФ пригоден для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайки от СКФ нужно обязательно промывать: в состав канифоли входит янтарная кислота, при длительном контакте разрушающая металл. Кроме того, случайно пролитый СКФ мгновенно растекается по большой площади и превращается в очень долго сохнущую чрезвычайно липкую гадость, пятна от которой ничем не сводятся ни с одежды, ни с мебели, ни с пола со стенами. В общем СКФ для пайки хороший флюс, но не для ротозеев с растяпами.
Полноценный заменитель СКФ, но не такой противный при небрежном обращении – флюс ТАГС. Стальные детали более массивные, чем допустимо для пайки паяльной кислотой, и более прочно, паяют флюсом Ф38. Универсальным флюсом можно паять практически любые металлы в любых сочетаниях, в т.ч. алюминий, но прочность спая с ним не нормируется. К пайке алюминия мы еще вернемся.
Примечание: радиолюбители, имейте в виду – сейчас есть в продаже флюсы для пайки эмалированных проводов без зачистки!
Другие виды пайки
Любители мастерить также часто паяют сухим паяльником с бронзовым нелуженым жалом, т. наз. паяльным карандашом, поз. 1 на рис. Он хорош там, где недопустимо растекание припоя вне зоны пайки: в ювелирных изделиях, витражах, паяных предметах прикладного искусства. Иногда всухую паяют и микрочипы, монтируемые на поверхность, с шагом расположения выводов 1,25 или 0,625 мм, но это дело рискованное и для опытных специалистов: плохой тепловой контакт требует избыточной мощности паяльника и длительного нагрева, а обеспечить стабильность прогрева при ручной пайке невозможно. Для сухой пайки применяют гарпиус из ПОСК-40, 45 или 50 и флюс-пасты, не требующие удаления остатков.
Тупиковые скрутки толстых проводов (см. выше) паяют погружением в футорку – ванночку с расплавленным припоем. Когда-то футорку грели паяльной лампой (поз. 2а), но ныне это дикость первобытная: электрофуторка, или паяльная ванна (поз. 2) дешевле, безопаснее и дает лучшее качество пайки. Скрутку в футорку вводят сквозь слой кипящего флюса, подаваемого на припой после его расплавления и прогрева до рабочей температуры. Простейший флюс в данном случае – порошок канифоли, но она скоро выкипает и еще быстрее пригорает. Лучше флюсовать футорку бурой, а если паяльная ванна используется для оцинковки мелких деталей, то это единственно возможный вариант. В таком случае максимальная температура футорки должна быть не ниже 500 градусов Цельсия, т.к. цинк плавится при 440.
Наконец, массивную медь в изделиях, напр. трубы, паяют высокотемпературной пайкой в пламени. В нем всегда есть несгоревшие частицы, жадно поглощающие кислород, поэтому пламя обладает, как говорят химики, восстановительными свойствами: снимает остаточный окисел и не дает образоваться новому. На поз. 3 видно, как пламя специальной паяльной горелки буквально выдувает все ненужное из зоны пайки.
Высокотемпературную пайку ведут, см. рис. справа, равномерно потирая с нажимом зону пайки 1 палочкой твердого припоя 2. Пламя горелки 3 должно следовать за припоем, чтобы горячее пятно не оказалось на воздухе. Предварительно зону пайки греют, пока не пойдут цвета побежалости. К луженой твердым припоем поверхности можно припаять что-то еще припоем мягким как обычно. Подробнее о пайке в пламени см. далее, когда дело дойдет до труб.
Курьезно, но в некоторых источниках паяльную горелку обзывают паяльной станцией. Ну, рерайт есть рерайт, что с него возьмешь. На самом деле настольная паяльная станция (см. след. рис.) – оборудование для тонких паяльных работ: с микрочипами и др., где недопустим перегрев, растекание припоя куда не надо и пр. огрехи. Паяльная станция точно поддерживает заданную температуру в зоне пайки, и, если станция газовая, то контролирует подачу туда газа. В таком случае горелка входит в ее комплект, но сама по себе паяльная горелка паяльная станция не более, чем каменоломня – собор Василия Блаженного.
Как паять алюминий
Благодаря современным флюсам паять алюминий стало в общем не сложнее, чем медь. Для низкотемпературной его пайки предназначен флюс Ф-61А, см. рис. Припой – любой аналог припоев Авиа; в продаже есть разные. Единственно что – стержень в паяльник лучше вставить бронзовый луженый с насечками на жале примерно как у напильника. Он под слоем флюса легко соскоблит прочную пленку окисла, которая и не дает алюминию паяться просто так.
Для высокотемпературной пайки алюминия припоем 34А предназначен флюс Ф-34А. Однако греть зону пайки пламенем нужно очень осторожно: температура плавления самого алюминия всего 660 Цельсия. Поэтому высокотемпературную пайку алюминия лучше применять беспламенную камерную (пайка с печным подогревом), но оборудование для нее стоит дорого.
Есть еще «пионерский» способ пайки алюминия с предварительным омеднением. Он пригоден, когда требуется только электрический контакт, а механические напряжения в зоне пайки исключены, напр., если нужно соединить алюминиевый кожух с общей шиной печатной платы. «По-пионерски» пайка алюминия осуществляется на установке, показанной на рис. слева. Порошок медного купороса насыпают горкой в зону пайки. Зубную щетку пожестче, обмотанную голым медным проводом, окунают в дистиллированную воду и растирают ею с нажимом купорос. Когда на алюминии появится медное пятно, его лудят и паяют как обычно.
Мелкая пайка
В пайке печатных плат есть свои особенности. Как паять детали на печатные платы, в целом см. небольшой мастер-класс в рисунках. Лужение проводов отпадает, т.к. выводы радиокомпонент и чипов уже луженые.
В любительских условиях, во-первых, нет особого смысла лудить все токоведущие дорожки, если устройство работает на частотах до 40-50 МГц. В промышленном производстве платы лудят низкотемпературными способами, напр. напылением или гальваническим. Прогрев дорожек паяльником по всей длине ухудшит их сцепление с основой и увеличит вероятность отслоения. После монтажа компонент плату лучше покрыть лаком. Медь от этого сразу потемнеет, но на работоспособность устройства это никак не повлияет, если только речь не идет об СВЧ.
Затем, взгляните на нечто безобразное слева на след. рис. За такой брак и в недоброй памяти советском МЭПе (министерстве электронной промышленности) монтажников разжаловали в грузчики или подсобники. Дело даже не во внешнем виде или перерасходе дорогого припоя, а, во-первых, в том, что за время остывания этих блямб перегрелись и монтажные площадки, и детали. А большие тяжелые наплывы припоя – довольно инертные для уже ослабленных дорожек грузики. Радиолюбителям хорошо знаком эффект: спихнул нечаянно плату-«каракатицу» на пол – 1-2 или более дорожек отслоились. Не дожидаясь и первой перепайки.
Паечные наплывы на печатных платах должны быть округлыми гладкими высотой не более 0,7 диаметра монтажной площадки, см. справа на рис. Кончики выводов должны немного выступать из наплывов. Кстати, плата полностью самодельная. Есть способ в домашних условиях сделать печатный монтаж таким же точным и четким, как фабричный, да еще и вывести там надписи, какие хочется. Белые пятнышки – блики от лака при фотосъемке.
Наплывы вогнутые и тем более сморщенные – тоже брак. Просто вогнутый наплыв значит, что припоя недостаточно, а морщинистый, кроме того, что в пайку проник воздух. Если собранное устройство не работает и есть подозрение на непропай, смотрите в первую очередь такие места.
ИМС и чипы
По сути интегральная микросхема (ИМС) и чип одно и тоже, но для ясности, как в общем и принято в технике, микросхемами-«микрухами» оставим ИМС в DIP-корпусах, до больших по степени интеграции включительно, с выводами через 2,5 мм, устанавливаемые в монтажные отверстия или паечные пистоны, если плата многослойная. Чипами пусть будут сверхбольшие ИМС-«миллионники», монтируемые на поверхность, с шагом выводов 1,25 мм и меньшим, а микрочипами – миниатюрные ИМС в таких же корпусах для телефонов, планшетов, ноутбуков. Процессоры и прочих «камни» с жесткими многорядными штыревыми выводами не трогаем: они не паяются, а устанавливаются в специальные панельки, которые запаиваются в плату однократно при ее сборке на предприятии.
Заземление паяльника
Современные КМОП (CMOS) ИМС по чувствительности к статическому электричеству такие же, как ТТЛ и ТТЛШ, держат без повреждения потенциал в 150 В в течение 100 мс. Амплитудное значение действующего напряжения сети 220 В – 310 В (220х1,414). Отсюда вывод: паяльник нужен низковольтный, на напряжение 12-42В, включенный через понижающий трансформатор на железе, не через импульсник или емкостный балласт! Тогда даже прямой пробой на жало не испортит дорогущие чипы.
Остаются еще случайные, и тем более опасные, выбросы сетевого напряжения: сварку рядом включили, бросок сети был, проводка заискрила и т.п. Самый надежный способ уберечься от них – не отводить «бродячие» потенциалы с жала паяльника, а не пускать из туда. Для этого еще на спецпредприятиях СССР применялась схема включения паяльников, показанная на рис.:
Точка соединения C1 C2 и сердечник трансформатора подключаются непосредственно к контуру защитного заземления, а к средней точке вторичной обмотки – экранная обмотка (незамкнутый виток медной фольги) и заземлители рабочих мест. К контуру эта точка подключается отдельным проводом. При достаточной мощности трансформатора к нему можно подключать сколько угодно паяльников, не заботясь о заземлении каждого в отдельности. В домашних условиях точки a и b соединяют с общей клеммой заземления отдельными проводами.
Микросхемы, пайка
Микросхемы в DIP-корпусах паяются как прочие радиоэлектронные компоненты. Паяльник – до 25 Вт. Припой – ПОС-61; флюс – ТАГС или спиртоканифоль. Смывать его остатки нужно ацетоном или его заменителями: спирт берет канифоль туго, и между ножками отмыть им полностью не удается ни кисточкой, ни ветошью.
Что до чипов и тем более микрочипов, то паять их вручную настоятельно не рекомендуется специалистам любого уровня: это лотерея в весьма проблематичным выигрышем и весьма вероятным проигрышем. Если уж у вас дело дойдет до таких тонкостей как ремонт телефонов и планшетов, то придется раскошелиться на паяльную станцию. Пользоваться ею не намного сложнее, чем ручным паяльником, см. видео ниже, а цены вполне приличных паяльных станций ныне доступны.
Видео: уроки пайки микросхем
Микросхемы, выпайка
«По-правильному», ИМС для проверки при ремонте не выпаиваются. Их диагностика производится на месте специальными тестерами и методами и негодная удаляется раз и навсегда. Но любители не всегда могут себе это позволить, поэтому на всякий случай ниже даем ролик о методах выпайки ИМС в DIP-корпусах. Чипы с микрочипами умельцы тоже исхитряются выпаивать, напр., подсовывая под ряд выводов нихромовую проволочку и грея сухим паяльников, но это лотерея еще менее выигрышная, чем ручной монтаж больших и сверхбольших ИМС.
Видео: выпайка микросхем – 3 способа
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Что еще?
Ах да, подставки для паяльников. Классическая, слева на рис., пригодна для любых стержневых. Где на ней быть ванночкам для припоя и канифоли – дело ваше, какой-либо регламентации нет. Для маломощных паяльников с фартуком пригодны упрощенные подставки-скобы, в центре.











Когда начинающий электрик наблюдает за работой мастера с паяльником, то все действия кажутся простыми и понятными.
Однако стоит только самому взять инструмент в руки, как сразу начинаются неприятности: припой не держится, контакты отваливаются, изоляция сгорает, жало покрывается сажей.
Чтобы этого не происходило необходимо соблюдать определенные правила.
Мастер их знает и выполняет. Новичку же я советую вначале понять, как паять паяльником правильно. Только после этого браться за эту работу.
Особенности подготовки рабочего места и инструмента
3 главных секрета: поза, свет и воздух
Даже в домашних условиях для выполнения качественной пайки необходимы удобная поза работника с хорошим освещением. Рекомендую установить рабочий стол около окна, на который в дневное время попадают солнечные лучи, а вечером светит искусственный источник.

Пайка связана с нагревом веществ, выделением дымов. Хотя разогретая канифоль пахнет хвоей, но этот запах при частом вдыхании все же вреден. А другие флюсы и кислоты еще опаснее. Попадая в организм через органы дыхания они накапливаются, вызывают хронические заболевания.
Поэтому важно проветривание. Работайте с открытой форточкой, а еще лучше - используйте принудительную вытяжку.
Полезные приспособления
Невысокая жестяная баночка с бумажной прокладкой необходима для работы с припоем и канифолью.

Специальная подставка помогает хранить нагретый паяльник, а губка позволяет очищать горячее жало от окислов.

Убирать излишки расплавленного припоя удобно оловоотсосом.

Работы с мелкими предметами облегчают пинцет, небольшие тисочки, приспособления типа «третья рука». Самый простой вариант: обычные пассатижи с резинкой.

Можно своими руками изготовить и другие простые конструкции.

Выбор и подготовка паяльника
Продажа предлагает различные модели с напряжением от 12 до 220 или 380 вольт. Каждый паяльник создается для конкретной работы, хотя имеет универсальные возможности.
Их оценивают мощностью потребления электрической энергии, которая расходуется на разогрев жала наконечника.
Пайку радиодеталей удобно выполнять паяльником мощностью 40÷60 ватт, а для проводов выбирают 80÷100.
Для начинающих паяльщиков достаточно пользоваться простыми моделями двух конструкций паяльников с:
- нагревом от нихромовой проволоки и медным стержнем;
- керамической вставкой и медным жалом с никелевым покрытием.




Первый тип паяльников дешевле, но он требует постоянного ухода за наконечником, дольше разогревается до нужной температуры, быстрее изнашивается.
Паяльник с керамической вставкой лучше работает, но он дороже. К тому же керамика требует аккуратного обращения. Она может расколоться от механического удара.
Личные предпочтения
Более 30 лет пользуюсь трансформаторными паяльниками типа «Момент».

Кому-то он не нравится из-за дополнительного веса. Но для меня этот показатель не критичен. Мощность в 65 промышленного образца хорошо подходит для радиолюбительской пайки, но ее недостаточно для соединения электрических проводов.
Поэтому собрал более мощную конструкцию своими руками.

О подделке брендов
Я долго не мог понять, почему трансформаторные паяльники мне нравятся, а в интернете их массово критикуют. Даже в указанной выше статье мне читатели высказывали отрицательное мнение о них, ругая недолговечность и плохое качество.
Понял я это только осле того, как посетитель моего сайта прислал мне для экспериментов перегоревший паяльник китайской компании Licota.

Он очень красиво выглядит, обладает небольшим весом, удобно лежит в руке и оригинально упакован. При детальном знакомстве с ним я обнаружил множество дефектов монтажа и конструкции. Расписал их отдельными статьями:
- и необходимости дорабатывать ее внутренние поверхности;
- старого советского и современного из Китая.
Покупая дешевые паяльники у сомнительных продавцов можно нарваться на некачественную продукцию, потерять деньги и время. Обращайте внимание на рабочие электрические характеристики и предоставление гарантий.
Существуют другие различные . Но начинать обучение пайке лучше на описанных выше моделях.
О заточке наконечника
Чистота не только залог нашего здоровья, но и гарант качественной пайки. Ее необходимо обязательно соблюдать во время работы.
Медный наконечник паяльника разогревается до такого состояния, что на нем образуются окислы и нагар. Когда они проникают в припой, то о качестве пайки можно забыть. Поэтому конец жала всегда должен быть чистым и хорошо заточенным.
Его форма создается под определенный вид спаиваемых деталей:
- «плоская отвертка» хорошо передает тепло. Ее применяют для прогрева массивных деталей;
- «пирамидка» или «острый конус» позволяет удобнее контролировать величину нагрева. Она используется для соединения мелких радиоэлементов или тонких проводов;
- «затупленный конус» затачивают для пайки проводов среднего сечения.
Большей популярностью пользуется первый вид заточки. Его можно формировать ударами молотка. Тогда металл лучше уплотняется и дольше сохраняет свои свойства.
Располагая этот наконечник на спаиваемой детали плоскостью или острым углом можно регулировать степень ее прогрева.
Современные паяльники с керамикой имеют набор съемных насадок самых необходимых форм. Они покрыты сверху слоем никеля, не требуют заточки и подготовительной обработки.
Как залудить медное жало
Наконечник нового паяльника без защитного никелевого покрытия требуется покрыть тонким слоем припоя, который станет предохранять его от образования нагара и преждевременного износа. Для этого:
- паяльник включают под напряжение, разогревая наконечник до рабочего состояния;
- погружают его в кусочек канифоли;
- расплавляют припой, распределяя его по поверхности наконечника жала. Удобно пользоваться деревянным предметом.
Из чего состоят этапы пайки
Основной задачей этой технологии является соединение двух металлических деталей, чаще всего проводников, легкоплавким сплавом так, чтобы они прочно держались и пропускали электрический ток с минимально возможным сопротивлением.
Для этого необходимо последовательно выполнить ряд действий. Разберем их на примере спаивания проводов. Это:
- снятие изоляции с соединяемых концов провода;
- механическая зачистка металла жил до идеального состояния от окислов;
- термообработка с флюсом - залуживание концов тонким слоем;
- нагрев припоя с нанесением его на место пайки.

Снятие изоляции
Диэлектрический слой провода может быть выполнен из полиэтилена, ткани, лака или другого подобного материала. Его необходимо убрать.
Лучше всего эту работу выполнять острым ножом, располагая его лезвие почти параллельно оси металлической жилы. Так исключается ее порез и нанесение глубоких царапин. Они ослабляют механическую прочность и увеличивают электрическое сопротивление. Допускать этого нельзя.
Тонкие провода, покрытые лаком, достаточно обработать открытым пламенем спички или зажигалки. Это же способ подходит для витой пары и даже более толстых жил.

В продаже существуют специальные клещи различных конструкций для снятия изоляции с конца провода любого диаметра. Они позволяют профессионально выполнять эту работу без повреждения жилы.

После снятия изоляции оценивают состояние металлической поверхности. Обращают внимание на чистоту, отсутствие вмятин и порезов.
Удаление загрязнений и оксидной пленки
Только чистый металл сможет обеспечить качественное соединение деталей при пайке. Его создают механической очисткой поверхности и химическими растворами.
Вначале работают лезвием ножа, слегка прижимая его к загрязненному металлу под тупым углом. Жилу протягивают от слоя изоляции к оголенному концу, немного вращая в одну сторону. Металл сразу потеряет тусклость, станет блестеть.
Химическая очистка предполагает обработку растворителями, спиртом, флюсом ФЭС.
Лужение контактных площадок
Окончательную зачистку поверхности металла проводника осуществляют термообработкой флюсом, используя залуженный наконечник паяльника. Самым популярным и универсальным средством является канифоль. Ее используют в твердом состоянии, растворенной в спирте или желеобразной.
Продажа позволяет приобрести канифоль в любом виде и предоставляет широкий ассортимент других флюсов.

Последовательность лужения жилы провода твердой канифолью:
- Прогревают паяльник до нужной температуры. Она может колебаться в пределах от 180 до 240 градусов и зависит от припоя и соединяемых металлических деталей. Для контроля нагрева жала касаются наконечником твердой канифоли. Если она начинает бурно образовывать пар, то прогрев нормальный.
- Очищенный проводник укладывают на канифоль и прикасаются к нему наконечником паяльника. Провод вращают для равномерного покрытия расплавленным флюсом.
- Жалом паяльника расплавляют припой и наносят его на обработанный канифолью провод, равномерно распределяя по поверхности.
Раствор канифоли в спирте наносят кисточкой на залуживаемую поверхность или просто капают через трубку капельницы.

Желеобразную канифоль выдавливают из специального шприца, что очень удобно делать.
Обработанный жидкой или желеобразной канифолью проводник прогревают разогретым наконечником паяльника с капелькой припоя, разгоняя его по всей контактной площадке.
Непосредственная пайка
К нему приступают после того, как обе контактные площадки подготовлены к соединению: очищены от грязи и окислов, залужены.
Запаиваемые концы соединяют вместе. На них накладывают разогретым паяльником кусочек припоя, обеспечивая его растекание по обеим площадкам. После этого жало резко отводится в сторону, а детали остаются в неподвижном состоянии до момента полного застывания олова. Об этом судят по небольшому потемнению его цвета.
Правильно выполненная пайка отличается прочным соединением контактов и ровной поверхностью застывшего припоя, который немного блестит. Проверяют ее качество небольшим механическим усилием на разрыв.
Если же поверхность припоя имеет потемнения и неровности, то пайка выполнена ненадежно, ее требуется исправить.
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
4 признака качественной пайки
Надежность соединения оценивают по:
- яркому блеску созданного поверхностного слоя;
- отсутствию излишков припоя на деталях;
- прочности на разрыв контрольного механического усилия;
- целостности слоя изоляции, отсутствию следов оплавления.
Если же у вас еще остались вопросы по этой теме, то задавайте их в комментариях. Я обязательно отвечу.
Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Выбор и подготовка паяльника
Это, пожалуй, самый ответственный этап. Неудачно выбранным или неправильно подготовленным инструментом качественную пайку не получить.
Мощность и тип
Основным критерием выбора паяльника является его мощность. Промышленностью выпускаются инструменты мощностью от 10 до 200 Вт и выше. Первые могут иметь размеры авторучки, последние выглядят как натуральный молоток внушительных размеров.

Электропаяльники мощностью 30 (слева), 60 и 200 Вт.
Осталось решить, какой паяльник выбрать для пайки проводов. Тут все будет зависеть от производимой операции, а точнее, от толщины и массивности деталей, которые необходимо запаять. Чем детали массивнее, тем большую теплоемкость должен иметь инструмент. Примерную зависимость рекомендуемой мощности паяльника от выполняемой задачи можно представить в виде следующей таблицы:
- 15-25 Вт – мелкие радиоэлементы, микросхемы, проводники диаметром до 0.3-0.5 мм;
- 30-40 Вт – крупные радиоэлементы, провода диаметром до 1 мм в том числе многожильные;
- 40-60 Вт – достаточно крупные детали, проводники диаметром до 2 мм;
- 100 Вт – массивные детали, провода диаметром до 3-4 мм;
- более 100 Вт – силовая электропроводка диаметром более 4 мм.
Если под рукой не окажется паяльника с необходимыми характеристиками, можно взять несколько больший по мощности, но не наоборот. Массивным прибором спаять тонкие провода при известном навыке можно, маленьким и маломощным толстые – практически никогда. Идеально, если в вашем хозяйстве будет несколько электропаяльников различной мощности.
Но как поступить, если паяльника необходимой мощности не окажется или его вообще не существует в природе? Пытаться припаять шины в карандаш толщиной стоваттным паяльником? Ни в коем случае! В этой ситуации поможет обычный огонь. Поместите подготовленные к пайке детали, к примеру, в пламя бытовой газовой горелки или спиртовки и паяйте. Дополнительный подогрев поможет выполнить качественную пайку даже маломощным инструментом. Единственно, нагревая провода на открытом пламени, не переусердствуйте – достаточно небольшого дополнительного подогрева.
Отдельно стоит отметить так называемые «пистолетные» или импульсные паяльники, которые достаточно широко использовались, да и сегодня стоят на вооружении у мастеров на выезде.

Современный вариант пистолетного паяльника.
С первого взгляда преимущества такого аппарата налицо – он мгновенно нагревается и так же быстро остывает. Но эта особенность удобна лишь узкому кругу специалистов – мастерам по вызову. Пришел, достал из чемодана, ткнул, убрал в чемодан, забрал деньги и ушел. Но тот, кто серьезно работал с такими паяльниками, отлично знает и их недостатки.
Прибор буквально неподъемный, не держит оптимальной температуры, форма жала, которое катастрофически горит, исключительно неудобная. В результате пайку подобным инструментом с проволочной петелькой вместо жала можно охарактеризовать фразой «уф, вроде прислюнил». Пистолетный электропаяльник худо-бедно сгодится для ремонта лампового телевизора «Рекорд», да пылесоса «Вихрь», но не более. О качественной пайке, особенно проводов, тут и речи быть не может.
Заточка и облуживание жала
После того как паяльник выбран, его необходимо подготовить – заточить и облудить жало. Видов заточки жал существует множество:

Унифицированные формы заточки жала паяльника
Какую выбрать, зависит от ваших личных предпочтений и привычек. Для пайки проводов наиболее оптимальными считаются заточки №№ 3, 4 и 5. После заточки обычным напильником жало необходимо сразу же облудить – покрыть слоем припоя. Для чего это нужно сделать? Вкратце процесс пайки заключается в следующем: на кончик разогретого жала наносится капля припоя, который впоследствии переносится на спаиваемые детали. Но как работать пальником, необлуженное жало которого покрыто оксидом меди и абсолютно не смачивается припоем?
Итак, если жало инструмента заточено или просто зачищено до медного блеска, пора переходить к облуживанию. Для этого понадобится обычная паяльная канифоль и кусочек припоя. Включаете электропаяльник в сеть и не спеша, без нажима натираете зачищенный участок кусочком канифоли. По мере разогрева паяльника канифоль начнет плавиться и покрывать жало тонким слоем.
Быстренько откладываете канифоль и берете в руки припой, пытаясь «закрасить» им покрытый канифолью участок. По мере дальнейшего разогрева паяльника припой тоже начнет плавиться и равномерно растечется по жалу. Операцию можно считать законченной. Если с первой попытки ничего не получилось, не отчаивайтесь – остудите паяльник (горячее жало зачищать бесполезно – оно тут же будет окисляться), повторите зачистку и снова залудите.
Температура инструмента
Осталось подобрать оптимальную температуру жала. Бытует мнение, что чем больше мощность электропаяльника, тем выше температура его жала. Это абсолютно неверно! От мощности зависит лишь тепловая емкость инструмента, а значит, и способность его прогреть место пайки. По этой же причине чем выше мощность паяльника, тем больше и толще его жало.
А что касается температуры паяльника любой мощности, она одинакова и должна быть такой, чтобы, с одной стороны, припой легко плавился, собираясь на кончике жала каплей, с другой – канифоль не горела с характерным запахом горящей смолы. Производя пайку проводов паяльником с недогретым жалом, вы не сможете качественно прогреть место соединения, а при работе перегретым инструментом канифоль или любой другой флюс сгорит быстрее, чем успеет выполнить свои функции. В обоих случаях получится пайка, которую монтажники называют «прислюнил».
 Обычно для изменения температуры паяльника используются специальные устройства – регуляторы напряжения. Но если вы занимаетесь пайкой лишь время от времени, можно обойтись и более бюджетными, но вполне эффективными методами. Для того чтобы несколько снизить температуру жала, просто ослабьте стопорный винт на корпусе прибора и немного выдвиньте жало из корпуса.
Обычно для изменения температуры паяльника используются специальные устройства – регуляторы напряжения. Но если вы занимаетесь пайкой лишь время от времени, можно обойтись и более бюджетными, но вполне эффективными методами. Для того чтобы несколько снизить температуру жала, просто ослабьте стопорный винт на корпусе прибора и немного выдвиньте жало из корпуса.
В результате небольшая часть жала, которая до этого находилась внутри нагревательного элемента, окажется снаружи и вместо того, чтобы нагреваться, будет охлаждаться окружающим воздухом.
Если же температура паяльника недостаточна, проведите противоположную операцию – задвиньте жало глубже. Несмотря на кажущуюся простоту, такой метод весьма эффективен.
Паяльный флюс
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:

Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
- пассивные;
- активные.
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.

Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.

Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы. Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода.
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:

Подготовка многожильной проводки к пайке .
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:
Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».

Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:

Облуженные провода, готовые к пайке.
Осталось плотно их скрутить и спаять при помощи обычной канифоли.







