
Цена
Практичность
Внешний вид
Простота изготовления
Трудоемкость при использовании
Экологичность
Итоговая оценка
Относятся к легким стеновым строительным материалам. Они изготавливаются из опилок, древесины, цемента, воды и других составляющих.
В качестве основной составляющей используется древесная щепа, которая представляет собой рубленую древесину. У таких блоков больше граница прочности, чем у пеноблоков и газоблоков. Важными характеристиками материала являются: высокая устойчивость к трещинам и ударопрочность.
Первоначальным этапом производства арболита является тщательная подготовка всех необходимых компонентов, затем следует приготовление основы, ее отлив в формы для дальнейшего получения блоков.
Подготовка основы
Наполнитель для блоков включает в себя стружки и опилки в пропорции 1:2 или 1:1. они должны быть хорошо просушены, для этого их выдерживают 3-4 месяца на открытом воздухе, периодически переворачивая и обрабатывая раствором извести.
В последнем случае на 1 куб. метр сырья необходимо около 200 л раствора извести 15%. В нем будут находиться древесные компоненты в течение 4 дней, которые требуется перемешивать 2-4 раза в день.
На данном этапе главная цель – это убрать сахар, содержащийся в опилках. Он может стать причиной их дальнейшего гниения.
Щепу можно купить готовую, а можно сделать самим, соорудив щепорез. Что это такое и как он работает, расскажет видео:
Необходимые компоненты
После того как опилки подготовлены, к ним присоединяют следующие добавки:
- Гашеная известь;
- Сернокислый кальций и алюминий;
- Портландцемент 400 марки;
- Растворимое жидкое стекло;
- Хлористый кальций.
Как правило, доля этих компонентов в арболитовой смеси не превышает 4% от массы цемента. Они придают конечному продукту устойчивость к гниению, обеспечивают высокую огнеупорность и пластичность.
Технология изготовления
Арболитовые блоки имеют оптимальные 25 см*25 см*50 см. они удобны не только в процессе изготовления, но и при укладке. Процесс отливки заключается в следующем: блоки заполняются арболитовой смесью из трех слоев. После каждого подхода следует тщательное уплотнение деревянным молотком, обшитым жестью.
Лишняя масса ударяется при помощи линейки, а форма выдерживается сутки с температурой воздуха от +18оС. По истечению времени блоки извлекаются из форм путем небольшого постукивания и выкладываются на ровное основание для полного затвердения на 2 дня и просушивания на срок от 10 дней.
На фото — процесс выемки арболитового блока из станка после формовки:

Оборудование
Чтобы производить арболитовые блоки может потребоваться различное оборудование в зависимости от объема производства и используемого сырья. Процесс изготовления данного строительного материала и его конечный результат должны отвечать ряду критериям: ГОСТ 19222-84 и СН 549-82.
Чаще всего для производства арболита используются остатки деревьев хвойных пород. Их измельчение производится на рубильной машине (РРМ-5, ДУ-2 и прочие). Более тщательный процесс дробления производится на дробилках (ДМ-1) или молотковых мельницах. На вибростолах из измельченной древесной смеси отделяются кусочки земли и коры.
Саму арболитовую смесь рекомендуется приготавливать на лопастных растворосмесителях или смесителях принудительного цикличного действия. Перевозить готовую смесь к специальным формам можно с помощью кюбелей или бетонораздатчиков. А сам подъем транспортера не должен превышать 15о вверх и 10о вниз при скорости движения до 1 м/с. Падение смеси осуществлять на высоте не более одного метра.
Уплотнение конструкций можно произвести как ручными трамбовками, так и вибропрессом (Рифей и прочие). Если изготовить блоки из арболита необходимо в небольших объемах, то можно воспользоваться специальным мини-станком. Если речь идет о промышленных масштабах, то используют целые линии по производству арболитовых блоков, которые включают в себя станки для изготовления блоков, прессы и смесители.
Так выглядит линия по производству арболитовых блоков

Лучший процесс затвердения достигается путем использования тепловых камер с ТЭНом, ИК-излучением и т. д. В них можно контролировать необходимую температуру и уровень влажности.
Формы для блоков
Формы для производства арболитовых блоков могут быть следующих размеров: 20 см*20 см*50 см или 30 см*20 см*50 см. для строительства конструкций из арболитовых блоков формы могут выпускаться и других размеров (для перекрытий, вентиляционных систем и т. д.).
Формы для блоков можно купить, а также можно изготовить своими руками. Для этого понадобятся доски толщиной 2 см, которые сбиваются в необходимую по размерам форму. Внутренняя часть обшивается фанерой и сверху пленкой или линолеумом.
Схема по изготовлению формы для арболитовых блоков

Как сделать арболитовые блоки своими руками
Список оборудования:
- Разъемная форма и вставки для нее;
- Падающий и вибростол;
- Установка для подъема формы;
- Ударно-встряхивающий стол;
- Лоток для смеси;
- Поддон для формы из металла.
Имея все необходимое оборудование для производства блоков, можно получать 300-400 м3 стройматериала в месяц. При этом площадь для установки всего оборудования потребуется около 500 кв. м и затраты на электроэнергию 10-40 кВт/ч.
Изготовление больших блоков требует их дополнительного армирования. Когда форма заполнена на половину арболитовой смесью, сверху заливается слой бетона с арматурой, после этого продолжается заполнение арболитом.
При самостоятельном изготовлении блоков из арболита органические вещества необходимо залить водой, после чего – цементом до однородного состояния. Для этого потребуется 3 части цемента, 3 части опилок или древесной стружки и 4 части воды. Получившаяся смесь должна быть сыпучей и в тоже время удерживать форму при сжатии в руке.
Перед заливкой внутренняя часть формы смазывается известковым молочком. После этого можно выкладывать подготовленную смесь слоями с тщательной утрамбовкой. Поверхность блока выравнивается шпателем и заполняется штукатурным раствором на высоту 2 см.
Видео о том, как осуществляется производство арболитовые блоки своими руками:
- Уплотнить смесь можно при помощи дерева, обитого железом.
- Наибольшей прочностью обладают блоки, которые находились под пленкой во влажном состоянии около 10 дней. При этом температура воздуха не должна быть ниже 15 градусов.
- Предотвратить пересыхание блоков можно, периодически поливая их водой.
Достаточно просто самостоятельно изготовить данный строительный материал. Если соблюдать все технологии, то конечный продукт будет прост в , обладать высокой прочностью, пожаробезопасностью и длительным сроком эксплуатации.
В строительстве применяется несколько видов расходных материалов. Но наряду с традиционным силикатным кирпичом и шлакоблоками широкое распространение получил новый вид – арболит. Для его изготовления применяют отходы древесной промышленности.
Свойства арболитовых блоков
Прежде чем рассмотреть свойства, преимущества и недостатки арболита – необходимо определиться с его составом и спецификой оборудования. В качестве основы применяется древесная щепа, которая добавляется в раствор с водой, цементом и другими химическими добавками.
Существуют нормативные документы, в которых подробно описываются требования к свойствам и характеристикам арболита – ГОСТ 19222-84 и СН 49-82. Их необходимо детально изучить перед тем, как проектировать мини-станок для производства арболита.
Для производства строительного материала потребуется сформировать щепу с определенными геометрическими параметрами. Оптимальные размеры должны составлять 40*10*5 мм. В противном случае не будут достигнуты нужные свойства арболитовых блоков, изготовленных своими руками.
Особенности производства и параметры оборудования:
- состав. Примерное соотношение компонентов: цемент – 200 кг; опил – 125 кг; песок – 450 кг; хлористый кальций – 4% от общей массы; вода – 220 л.;
- оптимальные размеры. Длина составляет 25 см, ширина – 5-10 см; высота – 3-5 см;
- минимальное количество влаги в щепе. Для решения этой проблемы необходим комплексный подход. Сначала выполняется предварительная просушка, а затем добавляются химические компоненты для минерализации состава.
Оборудование для изготовления арболитовых блоков своими руками может быть настроено для производства строительных материалов двух типов: теплоизоляционные или конструкционные. В первом случае плотность должна быть не менее 400 кг/м³. Для теплоизоляции стен можно использовать изделия, чья удельная плотность ниже этого показателя.
Несмотря на наличие древесной щепы в составе, влага практически не впитывается благодаря предварительной минерализации. Именно поэтому арболитовые блоки, сделанные своими руками, применяют для возведения бань и частных домов.
Комплектация линии для изготовления арболитовых блоков

Важным этапом является предварительная подготовка сырья для производства арболитовых блоков своими руками. Щепу соответствующей формы можно заготавливать вручную либо соорудить простейший щепорез. Для этого необходимо сделать вал, на поверхности которого делают режущие кромки. Щепоуловитель представляет собой кожух, устанавливаемый на режущий элемент.
После заготовки сырья оно проходит стадию предварительной просушки. Дополнительно в состав можно добавлять опилки в соотношении к стружкам 1:1. Уровень влажности не должен быть выше 5%. Затем выполняется процесс формирования готовых изделий. Для их изготовления в домашних условиях потребуется следующий минимальный комплект оборудования:
- щепорез;
- бетономешалка. С ее помощью происходит замешивание раствора;
- формы. Ее размеры должны соответствовать вышеописанным габаритам;
- вибростол. Он необходим для равномерного распределения материала в объеме формы;
- прессовальная машина. Под давлением происходит формирование строительного материала;
- приспособление для переноски заготовок. После прессования арболит будет еще достаточно хрупок. Поэтому для транспортировки к месту просушки необходимы специальные переносные устройства.
Наибольшую сложность представляет производство самодельного вибростола и прессовальной машины. Именно они являются основным оборудованием для производства арболитовых блоков своими руками.
Ближайший аналог станка для арболита — устройство для формирования шлакоблоков. Его конструкцию можно взять в качестве основы для производства самодельной линии.
Линия для производства арболитовых блоков

Оптимальным вариантом является производство самодельного вибростола, а также небольшого ручного пресса для окончательного формирования строительного материала. В дальнейшем их можно использовать в оборудовании по производству шлакоблока, тротуарной плитки и т.д.
Для производства вибростола понадобится опорная рама и стальная столешница. Последняя будет крепиться на опорных пружинах. Вибрация происходит за счет движения эксцентрика, расположенного в центре столешницы.
Прессовальная форма должна иметь съемное дно. После окончательного формирования изделия оно помещается на деревянную подставку и переносится в зону просушки. В качестве пресса можно использовать любую самодельную конструкции. Оптимальной является рычажная схема.
Для массового производства блоков своими руками необходима профессиональная линия. Ее стоимость зависит от производительности и комплектации.
В видеоматериале показан пример производства с минимальной комплектацией линии:
С ростом популярности арболита в качестве строительного материала, многие застройщики задумываются о том, чтобы сделать свое помещение именно из арболитового блока. Его можно назвать одним из лучших, среди других «собратьев». Арболитовые блоки, применяемые для кладки, имеют ряд положительных качеств: низкую теплопроводность, высокую морозостойкость, небольшой вес, прочность и гибкость, огнеупорность, экологическую чистоту и долговечность. Выполнять кладку стен из арболитовых блоков легко, ведь с ним просто работать. Но, покупать готовые изделия кому-то может быть не по карману. Цена на арболитовые блоки в 1,5 раз выше, чем на пено/газобетон. Все же выход есть - изготовить арболитовые блоки своими руками.
Процесс довольно долгий и трудоемкий, но в целях экономии любые средства хороши. Мы рассмотрим технологию изготовления арболитовых блоков и то, как их можно сделать в домашних условиях. В качестве наглядного пособия будут показаны некоторые видео.
Компоненты для арболитовых блоков
Для начала требуется знать, что входит в состав арболита. Тогда можно закупить все необходимое и приступать к работе по формированию блоков. Материал является двухкомпонентным, в основе которого наполнитель (древесные опилки, щепа) и минеральное вяжущее - портландцемент. Кроме того, при изготовлении в состав подкидают химические добавки, активные вещества, придающие материалу необходимые технологические характеристики. Все эти компоненты, смешанные воедино в правильных пропорциях, в конечном результате образуют арболитовый раствор. Именно из него будут формироваться арболитовые блоки.

Древесные опилки
Немаловажными являются и требования к сырью. Важно, чтобы опилки были из хвойных пород дерева, сосны, ели, пихты. Допускается применение твердолиственных пород, таких как тополь, осина, бук или береза. В качестве заполнителя можно также использовать стебли конопли или костру льна. Чтобы получить прочные блоки правильной формы, которые не будут быстро разрушаться под воздействием окружающей среды, надо запастись опилками размером от 30 мм до 150 мм длинной и от 5 мм до 20 мм шириной.

Обратите внимание ! Чем меньший размер сырья, тем больше цемента понадобиться для изготовления правильного раствора.
Нельзя использовать свежесрубленную древесину. За счет того, что в ней присутствует сахароза, опилки нужно очистить от нее. Компонент оказывает плохое влияние на состав арболитовых блоков. Как именно это сделать мы рассмотрим дальше.

Портландцемент
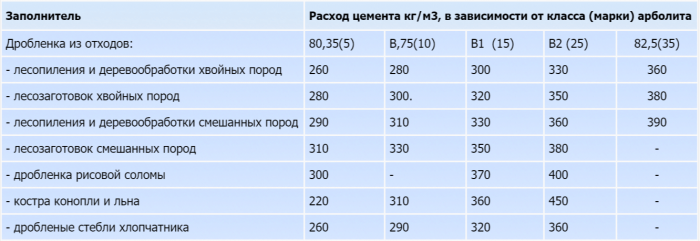
Чтобы обеспечить должную прочность блокам, важно правильно подобрать марку цемента. Она должна быть не меньше М400 или М500. Расход связующего зависит от марки арболита, его характеристик и крупности частиц. Ниже приводится таблица, по которой можно ориентироваться при покупке необходимого количества цемента.
Теперь, давайте рассмотрим, как можно сделать арболитовые блоки своими руками.
Инструменты и материалы
Для выполнения работ вам понадобятся:
- большая емкость для замешивания смеси или бетономешалка;
- металлический поддон;
- разъемная форма желаемого размера для формировки блока;
- разделитель для формы, на тот случай, если нужно изготовить несколько блоков в одной форме или сделать их с пустотами;
- вибрационное сито;
- вибратор или молоток;
- ведра, лопата, вила (ими удобно перемешивать состав своими руками);
- небольшой ковш или мастерок.

Имея все необходимое можно приступать к подготовке опилок.
Подготовка опилок для производства
Первым делом требуется обзавестись опилками, большим количеством. Их вы можете найти на пилораме, где рабочие, за умеренную цену, продадут вам ее. Это отходы от токарных работ, поэтому заполучить их не составит проблем. Другой вариант - пропустить древесину через рубильную машину и заготовить сырье самостоятельно. Это возможно только в том случае, когда у вас есть специальный аппарат. Как именно происходит процесс заготовки стружки из дерева, вы можете из данного видео.
Второй этап - очищение опилок от посторонних веществ, путем их выдержки на улице. Так как сахароза негативно влияет на арболит, то выдержка сырья на открытом воздухе в течение 40-80 дней поможет избавиться от вредных веществ. За это время кучу требуется встряхивать и переворачивать для того, чтобы воздух попадал и в нижние слои сырья. Для лучшего эффекта опилки обильно поливают оксидом кальция

Совет ! Если вы не хотите ждать так долго, то опилки можно обработать известняком.
В подготовленный известняковый раствор засыпаются опилки. Учитывайте, что на 1 м 3 потребуется 200 л раствора извести 1,5%. В таком случае на устранение сахарозы уйдет 3-4 дня. Смесь требуется переворачивать 2 раза в день.
После выдержки опилок для блоков их требуется дополнительно просеять через крупное сито. Это поможет убрать остатки земли, органические материалы и другие примеси, которые будут ухудшать показатели арболитовых блоков.
Теперь, опилки готовы для работы, можно приступать к замешиванию арболитового раствора.
Приготовление раствора для блоков
Ваша задача - сделать раствор согласно пропорциям, который будет заливаться в формы. Этапы работ следующие:
- В бетономешалку или другой резервуар для смешивания добавляется 1-1,5 ведра воды.
- Туда же заливается жидкое стекло, в пропорции на 1 ведро воды 1 стакан стекла.
- После чего засыпаются опилки - 6-7 мешков. Пускай содержимое перемешивается в течение 5 минут, чтобы опилки пропитались водой и жидким стеклом. Когда у вас нет бетономешалки, можно использовать другую емкость. Она должна быть неглубокая, похожая на корыто. В таком случае содержимое придется перемешивать вручную. Орудовать лопатой неудобно, лучше использовать вилы.
- Настало время добавить цемент. Достаточно 1 ведра. Все снова тщательно перемешивается до получения требуемой консистенции.

Как вы поняли, пропорции для раствора следующие: вода, опилки, цемент - 1:6:1. Если смесь суховата, можете добавить еще немного воды. Все готово для того, чтобы формировать арболитовые блоки.
Делаем блоки своими руками
Чтобы изготовить блок, нужно иметь разборную форму. Она делается исходя из требуемого размера изделия. Стандартный размер блока для кладки стен составляет 500×300×200 мм. С ними легко и удобно работать. Кладка выполняется довольно быстро. В 1 м 3 начисляется 33,3 шт. блоков.
Формочки могут быть изготовлены из дерева или из металла. Важно обшить их стенки линолеумом или пленкой. Тогда раствор не будет к ним прилипать. Важно, чтобы они были разборными. В противном случае достать блок из формы, не повредив его не получиться.

Теперь дело за малым. Формы для блоков нужно поместить на ровную поверхность. Тут потребуется металлический поддон. Дальше приготовленный раствор засыпается внутрь формы и распределяется по поверхности. Используйте ковш или матерок.
Чтобы придать блоку необходимой прочности и плотности, содержимое утрамбовывается. Для этой цели в идеале использовать специальный вибратор, который выгонит из раствора воздух и уплотнит его. Если у вас такого инструмента нет, воспользуйтесь молотком и прутком арматуры. Постукивайте по стенкам формы, чтобы арболит уплотнился. А прутком арматуры выгоняйте из него воздух.

Утрамбовывать смесь можно подручными средствами: большим молотком, бруском с ручками, поленом - всем, что найдется под руками. После трамбовки раствор уменьшится примерно вполовину. Затем засыпьте второй слой и повторите процедуру. Его поверхность выравнивается крышкой, путем давления. Ваш арболитовый блок готов. Другие изделия производятся таким же образом.
Теперь их нужно поместить в теплое помещение (не меньше 15 C˚) на 3 недели для сушки. По истечении этого времени блоки можно использовать. Предлагаем вам посмотреть видео, как приготовить арболитовые блоки своими руками.
Для того, чтобы получить качественный арболит необходимо понимать, что производство арболита кардинально отличается от производства всех других видов легких бетонов, как легких (полистиролбетон, керамзитобетон), так и ячеистых (газобетон и пенобетон).
Компоненты арболита:
1) древесная щепа.
2) цемент.
3) химические добавки.
4) вода.
Несмотря на небольшое количество компонентов и кажущуюся простоту изготовления, производство арболита является трудоемким процессом в виду того, что щепа и цемент по своей природе не сцепляются друг с другом. И для того, чтобы получить единый материал, необходимо соблюсти целый ряд технологических моментов, иначе у Вас не получится арболит. При этом надо понимать, что в данном разделе речь идет о получении качественного арболита, который соответствует всем требованиям ГОСТ 19222-84.
Производство арболита в холодное время года возможно при стабильной круглосуточной температуре внутри помещения не ниже +12+15 градусов. При более низкой температуре возникает проблема с гидратацией цемента и соответственно с качеством блока.
Особое внимание при производстве арболита следует уделить напонителю – щепе. Для получения качественного арболита наилучшим образом подходит щепа хвойных пород, в первую очередь сосны и ели. Согласно ГОСТ 19222-84, в качестве органических заполнителей должны применяться: измельченная древесина из отходов лесозаготовок, лесопиления и деревообработки хвойных (ель, сосна, пихта) и лиственных (береза, осина, бук, тополь) пород, костра конопли и льна, измельченные стебли хлопчатника и измельченная рисовая солома. Также арболит можно изготавливать на основе щепы лиственницы. Но использование щепы лиственницы требует кардинального увеличения объемов химических добавок на обработку щепы, как минимум в 2 раза по сравнению с сосной.
Щепа (форма щепы). Для изготовления арболита щепа должна быть определенной формы. Органические заполнители должны удовлетворять следующим требованиям:
А) измельченная древесина: - размеры древесных частиц не должны превышать по длине 40, по ширине 10, а по толщине5 мм;
Б) костра конопли и льна, измельченные стебли хлопчатника и измельченная рисовая солома: длина частиц не должна быть более40 мм; содержание очесов и пакли не должно быть более 5% от массы сухой смеси заполнителя.
Измельченная древесина, костра конопли и льна, измельченные стебли хлопчатника и рисовой соломы не должны иметь видимых признаков плесени и гнили, а также примеси инородных материалов (кусков глины, растительного слоя почвы, камней, песка и пр.), а в зимнее время примесей льда или снега.
Древесина - анизотропный материал, поэтому древесная дробленка должна иметь игольчатую форму с коэффициентом формы (отношение наибольшего размера к наименьшему), равным 5-10, толщину 3-5 мм и максимальную длину до 25 мм. Частицы такой формы обладают более близкими по абсолютному значению влажностными деформациями вдоль и поперек волокон, и поэтому в отличие от заполнителя с меньшим коэффициентом формы могут снизить отрицательное воздействие влажностных деформаций древесного заполнителя на структурообразование и прочность арболита.
Лучшие результаты дает специально приготовленная дробленка из кусковых отходов древесины дровяного сырья, получаемая по типовой двухступенчатой схеме: получение щепы на рубительных машинах, а затем измельчение щепы и ее гомогенизация в молотковых мельницах.
Для производства арболита желательно использовать высокомарочные цементы, как минимум от М400 и выше. Самым оптимальным решением на данный момент по соотношению цена-качество является использование цемента марки М500 и выше. При использовании цемента надо обязательно иметь ввиду, что его характеристики будут меньше заявленных производителем. На данный момент марка цемента большинства поставщиков и производителей не соответствует заявленной и регулярно оказывается ниже, как минимум на 40-50 единиц. При этом достаточно часто встречаются случаи, когда покупая цемент М500, вы фактически покупаете цемент М400. Все это надо иметь в виду при расчетах объемов цемента.
Щепа и цемент не сцепляются друг с другом без предварительной обработки щепы химическими добавками. Такая обработка необходима для того, чтобы устранить из щепы сахара, которые препятствуют сцеплению щепы и цемента, а также для ускорения твердения арболита. Список возможных химических добавок для устранения сахаров и ускорения твердения арболита приведен в СН 549-82: хлорид кальция ГОСТ 450–77; жидкое стекло ГОСТ 13078–67; силикат-глыба ГОСТ 13079–67; сернокислый глинозем ГОСТ 5155–74; окись кальция (известь) ГОСТ 9179–77.
Реальное практическое применение химических добавок показало, что сейчас для производства арболита в основном используется либо хлорид кальция (как самостоятельно, так и в сочетании с жидким стеклом), либо сернокислый глинозем (как самостоятельно, так и в сочетании с известью).
Добавки вводятся в состав арболитовой смеси исключительно в виде водных растворов, т. е. после предварительного замачивания и растворения в воде.
В Советском Союзе производство арболита было распространено очень широко и основными способамиуплотнения арболитовой смеси были: циклическое прессование (немедленная распалубка), вибрирование с пригрузом (немедленная распалубка), вибропрессование с фиксирующей крышкой, силовой вибропрокат, послойная укладка и уплотнение и др. Каждый из этих способов имеет как преимущества, так и недостатки. Критерий оценки оптимальности уплотненной структуры следующий: чем оптимальнее уплотненна структура арболита, тем меньшими должны быть давление набухания и относительная величина деформации набухания. При виброуплотнении с пригрузом частицы древесного заполнителя, перемещаясь одна относительно другой, занимают в структуре арболита оптимальное положение, обеспечивающее наибольшую площадь контактных зон; при этом уменьшается редеформация - распрессовка. При обычном же способе прессования арболитовой смеси для получения изделий одинаковой средней плотности частицы древесного заполнителя сжимаются, вызывая упругие деформации, что ведет к распрессовке отформованного изделия и, в конечном итоге, к снижению конечной прочности.
Производство арболита с помощью ручной трамбовки на полу помещения.
Это самый экономичный с точки зрения затрат при открытии предприятия способ производства арболита. Необходимо иметь смеситель принудительного типа; емкость, в которой будут разбавляться хим. добавки; мерные емкости, которыми будут в смеситель засыпаться цемент и щепа; стальные формы, в которых будет производится трамбовка арболита; тележку, на которой от смесителя арболитовая смесь будет подвозиться к формам; ровную поверхность, на которой будет происходит формирование блока (бетонный пол, фанера, поддон с фанерной поверхностью); поддоны, на которые будет складываться готовый арболит.
Производство арболита на станке вибрирование с пригрузом является одним из наиболее оптимальных способов производства арболита с точки зрения затрат при открытии предприятия. Несмотря на то, что такие станки не продаются в данное время, их устройство не является сложным и позволяет любому промышленному предприятию, изготавливающему станки, изготовить их по тех. заданию заказчика. Более того, простой вариант такого станка можно сделать самостоятельно, с помощью профессионального сварщика.
На станке вибрирование с пригрузом можно производить как небольшой объем арболита в месяц (150-200 м3), так и значительно больший, от 400 м3 в месяц и больше.
В емкости с водой заранее разбавляются химические добавки. Перед использованием надо раствор перемешать.
В смеситель засыпается щепа. Требования к щепе: помимо размеров, щепа должна быть с минимальным количеством грязи; количество коры не должны быть более 10-15%; щепа должна быть не свежей, как минимум щепе (дереву) 1-2 месяца должно быть после рубки. Идеальный вариант 3-4 месяца.
Запускается смеситель и в процессе перемешивания щепы заливается водный раствор хим. добавок. Перемешивание длится минимум 10-20 секунд и после этого засыпается цемент.
Цемент засыпается таким образом, чтобы покрыть цементным тестом максимальное количество площади щепок. В идеале 100%. После засыпки цемента перемешивание длится минимум 2-3 минуты. После того, как в смеситель засыпан цемент, воду в смеситель уже добавлять нежелательно, так как вода смоет со щепок цементное тесто и это может привести к снижению прочности блоков.
На виброплощадку станка кладутся поддоны под блоки рядом друг с другом. Затем на эти поддоны опускается одна общая форма на необходимое количество блоков. Форма фиксируется к станку на период изготовления блоков. Форма заполняется готовой арболитовой смесью.
Складывать блоки один на другой желательно не раньше чем через 3-4 дня. Складывать блоки в 3 ряда в высоту и больше желательно не раньше чем через 6-7 дней после изготовления.
Транспортировать блоки заказчикам можно через 10-15 дней после изготовления при сухой погоде и не ранее чем через 15-20 дней при сырой погоде.
Древобетонные, иначе - арболитовые блоки, настолько привлекательны по характеристикам, что желание народных умельцев делать их своими руками вполне понятно. Но так ли хорош этот строительный материал, как об этом вещает реклама, и возможно ли наладить его производство в домашних условиях? Для прояснения ситуации предлагаем подробно рассмотреть, что такое арболит, изучить его свойства, технологию изготовления и отзывы застройщиков.
Что такое древобетон
Данный стройматериал относится к легким бетонам с крупноячеистой структурой и древесным наполнителем. Он производится в форме блоков (стандартный размер – 50 х 30 х 20 см), плит с арматурным каркасом и жидких смесей, заливаемых в опалубку в процессе строительства. Согласно ГОСТу, состав арболита должен быть таким:
- деревянная щепа строго нормируемых размеров;
- химические вещества – глинозем сернокислый, известь, жидкое стекло, хлорид кальция;
- цемент М400-500;
- вода.
Примечание. Химически активные добавки призваны нейтрализовать воздействие органических веществ (сахаров), содержащихся в дереве, на адгезию цемента с наполнителем.
Чтобы получить древобетон нормативной прочности, длина щепок в растворе не должна превышать 25 мм, а ширина - лежать в пределах от 5 до 10 мм при толщине до 5 мм. Для приготовления арболита нельзя применять опилки, стружку и другую органику – солому или камыш. Кстати, опилкобетон – это тоже кардинально другой материал с отличными свойствами.
Технические характеристики
Выпускаемые на заводе арболитовые блоки и армированные панели делятся на 2 группы – конструкционные и теплоизоляционные. Первые имеют плотность 550-850 кг/м³ и применяются для строительства несущих стен. Вторые, с плотностью 300-500 кг/м³, пригодны лишь для утепления готовых конструкций, поскольку не обладают требуемой несущей способностью. Существенный параметр древобетона – теплопроводность – также возрастает вместе с удельной массой, что отражено на диаграмме:

Остальные характеристики арболита выглядят так:
- Прочность на сжатие зависит от плотности и соответствует маркам бетона от М5 до М50. Модуль упругости составляет около 2000 МПа, а прочность на изгибание – до 1 МПа. Это значит, что монолитные блоки не трескаются при больших нагрузках и после сдавливания стремятся вернуть первоначальную форму.
- Водопоглощение стройматериала – до 85%. На практике струя воды может пропитать стеновую панель насквозь, но потом довольно быстро стекает, после чего древобетон успешно высыхает.
- По стойкости к воздействию огня материал относится к группе Г1 – трудногорючие. Воспламеняется он тоже весьма неохотно.
- Монолитные и пустотелые арболитовые изделия одинаково хорошо пропускают пар, что способствует выводу излишков влаги из здания сквозь наружные стены.

Что касается звукоизоляционных свойств, то арболит поглощает шум гораздо лучше традиционных материалов – кирпича, дерева и газобетона.
Технология производства
В заводских условиях технологический процесс изготовления арболитовых изделий протекает следующим образом:
- Отходы деревообработки измельчаются до нужного размера в дробилке и очищаются от коры и листьев, чье содержание в сырье не должно превышать 10%.
- Вода смешивается с химическими компонентами в нужных пропорциях, зависящих от породы древесины. Например, для лиственницы необходимо вдвое большее количество минерализаторов на куб объема, чем для ели и сосны.
- Щепа направляется в бетономешалку принудительного действия, где смешивается с подготовленной водой, нагретой до температуры 15 °С.
- К смеси добавляется цемент М400 и перемешивается в течение 20 минут, после чего заливается в формы. Укладка производится ручным способом либо с помощью вибропресса.
- Опалубка снимается с изделий сразу после формования, далее они поступают на сушку.

Справка. Некоторые производители практикуют подрезку блоков на специальном станке, дабы придать им четкую геометрическую форму.
Отметим, что при формовании арболитовых изделий сырье не подвергается прессованию, а только вибрации. Различные показатели плотности блоков и плит достигаются за счет изменения концентрации и размеров щепок в первичном растворе.

Производственная линия по изготовлению арболита
Плюсы и минусы материала
По теплоизоляционным свойствам древобетон сравним с другими современными стройматериалами, что отражено на следующей диаграмме:

Помимо низкой теплопроводности, арболит имеет и другие преимущества. Они состоят в следующем:
- небольшой вес, способствующий облегчению перегрузки и монтажа изделий;
- благодаря хорошим звукоизоляционным показателям арболитовые конструкции эффективно защищают помещения от проникновения внешнего шума;
- экологичность;
- высокая прочность и упругость, препятствующая растрескиванию от статических и ударных нагрузок;
- ячеистая структура позволяет свободно проникать водяному пару, то есть, материал «дышит»;
- пористая поверхность блоков и состав смеси дают возможность использовать любые разновидности наружной и внутренней облицовки.
Вдобавок стоит отметить легкость обработки древобетона ручными и механическими пилами, что важно при возведении стен и подрезке элементов. И последняя положительная особенность: в арболитовых изделиях без пустот (в виде монолита) отлично держатся гвозди, обычные дюбели и саморезы, а это снижает стоимость крепления разнообразных предметов интерьера и установки полок по сравнению с пеноблоком и газобетоном.

Теперь о недостатках, коих у арболита тоже немало:
- Конструкции из древобетона нуждаются в защите от попадания влаги с наружной стороны, поэтому их надо оштукатуривать либо обшивать водонепроницаемыми материалами с устройством вентилируемого зазора.
- Из-за нечеткой геометрии блоков повышается расход штукатурки при отделочных работах;
- В торговой сети продается много низкокачественных изделий, не соответствующих ГОСТу. Недобросовестные производители зачастую не соблюдают требования к размерам щепы и сыплют в раствор все подряд, поскольку не располагают калибровочным оборудованием.
Перечисленные недостатки не слишком существенны и вполне преодолимы. Главный отрицательный момент – цена арболита. Если вы поинтересуетесь, сколько стоит тот же газобетон, то обнаружите разницу 40-60% в пользу последнего.
Самостоятельное изготовление арболита
Если вы внимательно изучили технологию производства, описанную выше, то наверняка понимаете, что в домашних условиях удастся изготовить только теплоизоляционные блоки невысокой плотности. Максимум, что из них можно построить, - небольшое одноэтажное здание с деревянным перекрытием. Причина ясна: приготовить большое количество калиброванной щепы не получится из-за отсутствия оборудования, а перебирать отходы вручную бессмысленно.
Совет. Чтобы арболит, сделанный своими руками, обладал свойствами заводских изделий, сырье нужно освободить от мелкой фракции (опилок), трухи и коры.

Для работы вам обязательно потребуется литьевая форма и бетономешалка, желательно – шнекового типа. Обычные гравитационные смесители не слишком хорошо подходят для создания однородного раствора древесины с цементом. Формы же представляют собой длинные ящики из металла или фанеры ОСБ с перегородками для отливки сразу нескольких элементов. Идеальный вариант для домашнего производства – разборная форма, показанная на чертеже.

Еще один полезный агрегат, незаменимый при изготовлении арболитовых изделий – самодельный щепорез для переработки веток и других отходов. Пример такой установки показан на видео:
Теперь дадим простой рецепт, как сделать арболит невысокой плотности, пригодный к использованию для дачных и приусадебных построек:
- Проведите минерализацию щепы, замачивая ее в гашеной извести в течение не менее 3 часов (пропорции – 1 объем извести разводится в 10 частях воды). После чего высыпьте сырье на сито, чтобы стекла вода.
- Перегрузите щепки в бетономешалку и залейте водой. Соотношение такое: 3 массовых доли древесных отходов на 4 объема воды. Включите перемешивание и добавьте жидкое стекло в количестве 1% от общей массы раствора в данном замесе.
- В последнюю очередь досыпьте 4 массовых доли цемента М500 и перемешивайте до тех пор, пока масса не приобретет однородность и станет лепиться в руке.
- Смажьте борта форм отработанным маслом и заполните доверху сырьевым раствором. Слегка уплотните содержимое и дайте древобетону схватиться в течение 1 суток, а потом вынимайте блоки из опалубки и сушите не менее 7 дней на открытой площадке, как это сделано на фото.

Снятие опалубки после схватывания
Примечание. Пропорции цемента и щепок указаны по массе (в килограммах), а не по объему. Для воды это не имеет значения, поскольку 1 литр весит 1 кг.

После удачной пробной партии арболитовые изделия можно усовершенствовать, наделив их облицовкой прямо в процессе изготовления. Схема проста: масса укладывается в формы таким образом, чтобы до верха оставалось 3-5 см, а свободный объем заполняется штукатурным раствором (лучше – колерованным) либо вырезанной гипсовой плиткой, имитирующей искусственный камень.








