
Любое отверстие, если оно выполнено при помощи сверла, имеет круглую форму и для того, чтобы сделать его квадратным, надо хорошо поработать каким-либо опиливающим инструментом. Рассмотрим, как можно просверлить квадратное отверстие в металле с минимальным использованием напильника на примере изготовления удобного и надежного воротка для метчика.

Для того чтобы сделать вороток с квадратным отверстием под метчик, имеющим сторону 10мм, понадобится:
1. Металлический прямоугольный брусок-заготовка толщиной 13мм.
2. Электродрель.
3. Кернер.
4. Центровочное сверло.
5. Сверла для сверления металла диаметром 4мм и 9мм.
6. Любая СОЖ.
7. Небольшой трехгранный напильник.

Изготовление воротка происходит следующим образом:
1. Из бумаги делают квадратик со стороной 6мм, отмечают на нем центр и приклеивают его на заготовку в месте сверления отверстия.

2. Кладут заготовку на подходящую наковальню и отмечают на ней керном вершины и центр приклеенного квадратика.

Когда бумагу с поверхности заготовки убирают, на ней остается пять накерненных отметин.

3. Фиксируют струбцинами заготовку на поверхности верстака, предварительно подложив под неё деревянную дощечку.

4. Центровочным сверлом засверливают все пять отмеченных на заготовке отверстий.


5. Просверливают окончательно сверлом, имеющим диаметр 4мм, четыре отверстия в вершинах квадрата,

не забывая при этом время от времени охлаждать их небольшим количеством СОЖ.

6. Уменьшив частоту оборотов дрели, сверлом диаметра 9мм окончательно просверливают последнее, пятое отверстие, расположенное в центре квадрата, опять-таки не забывая его время от времени охлаждать.


7. Разбирают конструкцию струбцин. В результате получается заготовка воротка с просверленным квадратным отверстием.

Однако края отверстия получаются неровными и хвостовая часть метчика в него не «садится».

8. Для того чтобы хвостовик метчика зашел в отверстие полностью, его края дополнительно обрабатывают напильником. Делать это удобнее, разумеется, зажав заготовку в тиски, а вся работа занимает не более 15-20 минут.

После обработки напильником квадратное отверстие в заготовке становится ровным, аккуратным, и хвостовая часть метчика заходит в него полностью.

В материале любой плотности по силам каждому. А как быть, если необходимо квадратное отверстие? Многим покажется неправдоподобной возможность высверлить квадрат в мягкой податливой древесине или в детали из прочного металла. Справляется с этой непростой задачей сверло Уаттса.
История с геометрией
Мастера и сегодня для получения квадратного отверстия просверливают круглую дырочку соответствующего диаметра и специальными инструментами продалбливают уголки. Гораздо быстрее и проще выполнить эту операцию можно «квадратным» сверлом Уаттса. Основой его конструкции является треугольник Рёло - фигура, образованная пересечением трёх одинаковых окружностей. Радиусы этих кругов равны стороне правильного треугольника, и его вершины являются центрами окружностей.
Фигура носит имя немецкого учёного Франца Рёло, так как он первым детально исследовал свойства полученного треугольника и применял их в своих изобретениях. Однако геометрия треугольника Рёло использовалась в форме окон при строительстве церкви Богоматери в Брюгге ещё в XIII веке. В начале XVI века Леонардо Да Винчи изобразил «карту мира» на четырёх треугольниках Рёло. Эта фигура встречается в его манускриптах и Мадридском кодексе. В XVIII веке треугольник из равных дуг трёх окружностей продемонстрировал известный математик Леонард Эйлер. В 1916 году английский работающий в США инженер Гарри Уаттс разработал и запатентовал фрезу для квадратных отверстий в «плавающем» патроне.
Особенности сверла Уаттса
Уникальное изобретение позволяет получать отверстия почти правильной формы: углы квадрата скруглены небольшим радиусом. Необработанная площадь квадратного отверстия не превышает 2%. Отличительной чертой треугольного сверла Уаттса является то, что при вращении его центр описывает дугообразные эллипсоидные кривые, а не стоит на месте как у традиционного спирального сверла. Вершины треугольника при таком движении вычерчивают квадрат с параллельными идеально ровными сторонами. Патрон для такой фрезы имеет оригинальную, не препятствующую движению, конструкцию.
Строение сверла для квадратных отверстий
При образуется стружка, и фреза должна иметь канавки для ее отвода. Профиль рабочей части сверла Уаттса представляет собой треугольник Рёло с вырезанными из него тремя половинками эллипсов.

Такая конструкция с канавками для отвода стружек решает одновременно 3 задачи:
- Снижается инерция сверла.
- Повышается способность сверла резать.
Обычно квадратные отверстия проделываются на токарных или фрезерных Сверло для квадратных отверстий фиксируется патроном станка специальным переходником. Для бытового использования квадратной фрезы производители предлагают накладные рамки, соединяющиеся с патроном карданной передачи и сообщающие режущему инструменту эксцентрические перемещения. Глубина отверстия соответствует толщине рамки.
Сталь для сверла
Сегодня качественные свёрла, работающие быстро и долго, производятся из высоколегированных марок стали. В своём составе такие сплавы содержат более 10% легирующих добавок, таких как вольфрам, хром, ванадий и молибден. Различное процентное соотношение элементов и разнообразные методы закалки стали образуют сплавы, различающиеся по уровню твёрдости, вязкости, сопротивлению нагрузке при ударе, стоимости и другим характеристикам.

Свёрла по металлу - самый широко используемый расходный материал для электрооборудования по нескольким причинам:
- Изделия из металла чаще всего нуждаются в отверстиях для скрепления: резьбового соединения, клёпок и прочих видов соединения.
- Свёрла по металлу возможно применять и при работе с более мягкими материалами, например, с древесиной.
- Технология производства этого типа изделий аналогична принципам производства свёрл для различных направлений применения.
В России и многих других странах наибольшим спросом пользуются свёрла из быстрорежущей стали марки Р6М5, имеющей в составе вольфрам и молибден. Существенно повышается прочность и цена изделий при добавлении в сплав кобальта или покрытием свёрл охлаждающим титан-нитридным напылением.
для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.

Сверло по металлу с коническим хвостовиком при использовании вставляется напрямую в станок. Для шестигранных и цилиндрических хвостовиков необходим специальный патрон.
Определения качества по цвету
Качество сверла по любому материалу определяется прежде всего по его цвету:
- Чёрный цвет имеют инструменты повышенной износостойкости, так как на финишной стадии изготовления они обрабатываются паром.
- Термически обработанные изделия не имеют внутреннего напряжения, отличаются высокой стойкостью к высоким температурам и не деформируются при работе с твердосплавными сталями. Такие свёрла имеют слегка золотистый оттенок.
- Самые качественные и прочные имеют яркий золотистый цвет. Они покрыты уменьшающим трение нитридом титана.
- Обычные необработанные свёрла серого цвета имеют минимальный срок эксплуатации и самую низкую цену.
Размерный ряд
Рабочие размеры свёрл по металлу представлены современными производителями в широком диапазоне. ГОСТом предусматривается разделение таких изделий на типы в соответствии определённым размерам.

Свёрла по металлу разделяются на несколько категорий:
ГОСТы 4010-77, 886-77 и 10902-77 регламентируют классификацию свёрл по длине и диаметру.
Как выбрать сверло для стекла или керамики
Профессиональные мастера в своей коллекции имеют свёрла для каждого материала: кирпича и бетона, металла и пластика, алмазное сверло по стеклу и керамике. Стекло - крайне капризный материал и требует применения качественного и прочного сверла. Стеклянные и керамические поверхности поддаются обработке свёрлами с алмазным напылением на рабочем конце. Качество таких изделий определяется методом их изготовления. Самые тонкие и недорогие свёрла изготавливаются гальваническим методом. Более крепкие инструменты производятся порошковым способом. Их отличает долговечность и стабильность работы. Относительно недорогие высокопрочные свёрла с повышенной абразивностью производятся современным вакуумным методом.

Чтобы просверлить отверстие в стеклянной поверхности, необходимо иметь хорошие навыки. Этот долгий и кропотливый процесс проводится плавно и медленно на максимальных оборотах без нажима только алмазным сверлом, установленным строго вертикально. Отверстие необходимо постоянно смачивать водой для охлаждения. Это действие скорее похоже на выцарапывание дырочки алмазными крупицами.
Если иметь под рукой необходимые инструменты и свёрла нужного размера, любые ремонтные работы пройдут быстро и качественно.
Думаю каждый из вас делал корпус для своей электронной поделки. И при изготовлении корпуса часто возникает одна мерзкая проблема — проделать дырку формой отличной от окружности. Например, квадратную, под LED индикатор.
Я раньше долго мучался, высверливал по контуру, затем шлифовал эти зубчики, матерился по поводу того, что сошлифовал лишнее или запорол параллельность. В общем, на все что касается механообработки материала у меня руки из задницы. И с этим ничего не поделать. Но там где не могут руки должна работать голова. И придумалось простое и эффективное решение.
Итак. Надо профигачить в пластиковом корпусе квадратную дырку.
Для начала разметим отверстие. Делать это лучше по бумажному шаблону — надо как можно четче накернить углы. Делаем это на наружней, лицевой, стороне! Затем углы сверлятся насквозь тонким сверлышком. Тут важно взять сверло потоньше. Чем тоньше тем точнее будет наше отверстие.
Берем линейку и острый скальпель. Можно канцелярский нож или что под рукой. Главное требование — он должен быть очень острым, жестким и чтобы не болтался. Я делаю такие вещи с помощью резака .
По линейке от дырочки до дырочки, точно по размерам нашего отверстия (ни больше ни меньше, точно так!) делаем прорезы. Чем глубже тем лучше, но можно без фанатизма. Т.к. чем глубже режешь тем больше шанс что сорвется лезвие и мы покоцаем наружную поверхность, а это уже не то — некрасиво. Дырочки тут рулят еще тем, что в них заваливается острие скальпеля и край реза дальше дырки не идет. Разметка тут самый важный этап . От него зависит получится ли все с первого раза идеально или придется подравнивать.
Все, получили внутри четыре кусочка. Теперь надо подцепить их от центра и выломать внутрь !
Прорез который мы сделали даст нам слабую точку по которой пластик лопнет и выломается. А отверстия с краев не дадут трещине уйти дальше чем надо.
На проковыривание этой дырки у меня ушло не более 10 минут. Это с уборкой мусора и отвлеканием на фотографирование и поиск то скальпеля, то сверлышка.
Одним из основных видов механической обработки различных материалов резанием, применяемых в современной технике, является сверление. Оно осуществляется при помощи специального инструмента, называемого сверлом, которому сообщается вращательное движение (в некоторых случаях вращается заготовка). С помощью сверления можно получать отверстия различной глубины и диаметра.
В большинстве случаев отверстия , получаемые методом сверления, имеют цилиндрическую форму. Однако применение специального инструмента и особых методик обработки позволяет придавать им эллипсовидную, квадратную , криволинейную, продолговатую , треугольную и другую форму.
 |
||||||||||||||||||||||||||||
| Отверстия продолговатые под крепёж ГОСТ 16030 – 70 | ||||||||||||||||||||||||||||
| D | B | L | ||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1-й ряд | 2-й ряд | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | |
| 2 | 2.4 | - | × | × | × | × | ||||||||||||||||||||||
| 2.5 | 2.9 | - | × | × | × | × | ||||||||||||||||||||||
| 3 | 3.4 | - | × | × | × | × | × | |||||||||||||||||||||
| 4 | 4.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 5 | 5.5 | - | × | × | × | × | × | × | ||||||||||||||||||||
| 6 | 6.6 | 7 | × | × | × | × | × | × | ||||||||||||||||||||
| 8 | 9 | 10 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 10 | 11 | 12 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 12 | 13 | 14 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 14 | 15 | 16 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 16 | 17 | 18 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 18 | 19 | 20 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 20 | 22 | 24 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 22 | 24 | 26 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 24 | 26 | 28 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 27 | 30 | 32 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 30 | 33 | 35 | × | × | × | × | × | × | × | × | × | × | × | |||||||||||||||
| 36 | 39 | 42 | × | × | × | × | × | × | × | × | × | × | ||||||||||||||||
| 42 | 45 | 48 | × | × | × | × | × | × | × | × | × | |||||||||||||||||
| 48 | 52 | 56 | × | × | × | × | × | × | × | |||||||||||||||||||
| Отверстия квадратные под крепёж ГОСТ 16030 – 70 | ||||
 |
Размер квадратных подголовков болтов |
B | R | |
|---|---|---|---|---|
| 1-й ряд | 2-й ряд | |||
| 5 | 5.5 | - | 0.5 | |
| 6 | 6.6 | 7 | 0.5 | |
| 8 | 9 | - | 0.8 | |
| 10 | 11 | 12 | 0.8 | |
| 12 | 13 | 14 | 1.0 | |
| 14 | 15 | 16 | 1.0 | |
| 16 | 17 | 18 | 1.2 | |
| 20 | 22 | 24 | 1.2 | |
| 22 | 24 | 26 | 1.6 | |
| 24 | 26 | 28 | 1.6 | |
Лазерная обработка
В условиях современного машиностроительного и какого либо другого производства часто возникает необходимость в получении в различных материалах отверстий, имеющих весьма сложную форму. Для этого часто применяется метод, заключающийся в использовании лазерного луча, функционирующего в режиме управляемого термического раскалывания.
На сегодняшний день именно лазерная обработка является одним из наиболее передовых методов формирования и обработки квадратных , продолговатых и иных отверстий в самых различных материалах. Подобная технология позволяет получать качественную обработку, что создаёт условия для её более масштабного применения.
Применение лазерного оборудования с числовым программным управлением, позволяют не только изготавливать или обрабатывать отверстия самых различных форм и конфигураций, но и получать полностью готовые изделия.
Электроэрозионный метод обработкиВ технике под электрической эрозией понимается разрушение поверхности изделия или заготовки, которое происходит под воздействием электрических разрядов.

Этот способ обработки чаще всего используется для того, чтобы в определенных пределах осуществлять изменение размеров и формы отверстий, предварительно проделанных в металлических изделиях и заготовках. Разработчики машиностроительных изделий, которые они проектируют, нередко сталкиваются с необходимостью изготовления отверстий которые могут быть отличными от цилиндрических. Это могут быть квадратные , продолговатые , прямоугольные, криволинейные и прочие отверстия .
Особенно непросто реализовать их обработку тогда, когда сам материал обладает такими характеристиками, как повышенная твердость или высокая вязкость. Именно в этих случаях обычно и используется электроэрозионная обработка.
Как показывает практика, она наиболее эффективна для обработки изделий сложной конфигурации, изготовленных из твердых материалов. Дело в том, что использование для тех же целей распространенных механических способов часто оборачивается повышенным износом режущего инструмента.
Конусные сверла для сверления листового металлаВ тонком листовом металле достаточно часто приходится проделывать различные отверстия цилиндрической формы. Так, к примеру, происходит тогда, когда требуется произвести электромонтажные работы в стальных коробах, причем сделать это нередко бывает не так уж и просто.
Сверление отверстий в тонком листовом металле с помощью обычных спиральных сверл - дело непростое, поскольку инструмент начинает, что называется, «подхватывать». Это может привести (и нередко приводит) к его поломкам, а также к тому, что отверстия получаются неправильной, искривленной формы. Конусные сверла и сверла ступенчатые с этой задачей справляются намного лучше.
Дело в том, что благодаря их специфической форме слой обрабатываемого материала срезается равномерно, без так называемых «подхватываний» и рывков. Поэтому просверливаемые отверстия имеют идеально цилиндрическую форму.
В зависимости от того, какие именно геометрические характеристики имеет режущий инструмент, применение сверл с конической режущей кромкой позволяет получить результирующие диаметры различной величины. Если условия сверления особенно сложны, то опытные мастера применяют не конусные, а ступенчатые сверла. Этот режущий инструмент позволяет обеспечить очень точные размеры результирующих отверстий.
Пробивка отверстийОдной из наиболее распространенных технологий листовой штамповки металлов является пробивка. К примеру, при таком высокоточном производстве, как приборостроение, очень значительное количество деталей изготавливается именно с использованием этого метода. Для пробивки квадратных и продолговатых отверстий используется специальная оснастка, изготавливаемая из высокопрочных материалов, устойчивая к длительным и постоянным механическим нагрузкам и не требующая частого и тщательного обслуживания.
Пробивка отверстий может производиться как на сложном механизированном оборудовании, так и на простых ручных прессах. Ее процедура заключается в том, что между пуансоном и матрицей помещается заготовка, в которой необходимо пробить отверстие.
В некоторых случаях необходимо получить отверстия в форме квадрата. Обычные способы малопроизводительны и тяжелы. Самый примитивный из них сводится к предварительному высверливанию отверстия диаметром, равным вписанной в квадрат окружности, и постепенному его продалбливанию. Потребуется инструмент, который сможет работать без вращения инструментальной головки, а также специальный переходник. Проще воспользоваться так называемым «квадратным» сверлом (сверлом Уаттса), или, точнее, фрезой.
Немного истории с геометрией
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом. Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф. Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса. В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.

Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.
Сверло или фреза?
Большинство технической общественности считает, что всё-таки фреза. Тем не менее, производители упорно продолжают называть данный инструмент сверлом для квадратных отверстий, сверлом Уаттса или сверлом, профиль которого соответствует треугольнику Рело.
Что правильнее? Если обратиться к кинематике перемещения такого режущего инструмента (для наглядности можно воспользоваться схемой, приведённой на рис. 1, то можно обнаружить, что съём металла будет производиться только боковой поверхностью, причём плоскостей резания будет не одна, как у обычного сверла, а четыре, что более свойственно фрезам.
Однако одного вращающего движения для получения квадратного отверстия будет недостаточно. Простые математические вычисления (в данной статье не приводятся) показывают: для того, чтобы «сверло» для квадратного отверстия выполняло свою функцию, оно должно при работе описывать не только основное движение вращения режущей кромки, но и качательное движение сверла/фрезы вокруг некоторой оси. Оба движения должны производиться во взаимно противоположных направлениях.

Рисунок 1 – Треугольник Рело: а) – построение; б) последовательность вращения для получения отверстия квадратной формы.
Угловая скорость обоих вращений определяется довольно просто. Если за параметр f принять частоту оборотов вала дрели (либо перфоратора), то для колебательных вращений шпинделя вокруг собственной оси достаточна скорость в 0,625f. В этом случае ось шпинделя как бы зажимается между рабочим валом и приводным колесом, заставляя сверло/фрезу колебаться в зажимном приспособлении с остаточной скоростью
(1 – 0,625)f = 0,375f.
Более точно результирующую скорость вращения фрезы можно установить, пользуясь техническими характеристиками дрели/перфоратора, но ясно, что она будет намного ниже той, на которую изначально рассчитан инструмент. Поэтому получение квадратного отверстия будет происходить с меньшей производительностью.
Устройство и принцип работы
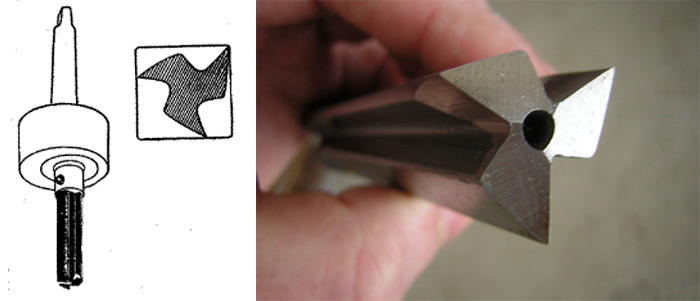
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.

Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки. Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60. При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.
Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:
- Корпус.
- Зубчатый венец.
- Посадочное место под основной шпиндель (если инструмент устанавливается в инструментальной головке металлорежущего станка, то переходник имеет вид конуса Морзе).
- Приводной шестерни.
- Основного шпинделя.
- Шестерни зацепления с зубчатым венцом.
- Качающейся втулки.

Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
- Корпуса.
- Плавающего хвостовика.
- Качающегося кольца.
- Сменной втулки под патроны разных металлообрабатывающих станков.
- Крепёжных винтов.
- Опорных шариков.
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
//www.youtube.com/watch?v=60WbTPNFT-8
Альтернативные способы получения квадратных отверстий
Недостатком свёрл Уаттса считается наличие радиусных дуг в углах квадрата, что не всегда приемлемо. Кроме того, свёрла для квадратных отверстий, изготовленные с использованием треугольника Рело, не могут вести обработку заготовок большой толщины. В таких случаях можно использовать электроэрозионные/лазерные технологии, а также – что проще – применить сварку или штамповку.
Комплекты пробойников для квадратных отверстий выпускаются в ассортименте поперечных размеров до 70×70 мм в металле толщиной до 12…16 мм. В комплект входят:
- Пуансонодержатель под пробойник.
- Направляющая втулка.
- Кольцевой ограничитель хода.
- Матрица.
Для силового воздействия на пробойник можно использовать гидравлический домкрат. Пробитое отверстие выгодно отличается чистотой полученных кромок, а также отсутствием заусенцев. Подобный инструмент производится, в частности, торговой маркой Veritas (Канада).
При наличии в домашнем хозяйстве сварочного инвертора квадратное отверстие в стальной детали можно прожечь. С этой целью в заготовке предварительно сверлится (с запасом) круглое отверстие, затем туда вставляется требуемых размеров квадрат из графита марок ЭЭГ или МПГ, после чего обваривается по контуру. Графит извлекается, а в изделии остаётся квадратное отверстие. Его, при необходимости, можно зачистить и прошлифовать.







