
Своими руками могут выполнить многие мастера, опыт работ в домашних условиях имеется у большинства практикующих специалистов.
Задумав домашнее производство мебели, необходимо соблюдать точность в конструкции. Поэтому многие мастера, осваивающее его нуждаются в качественном оборудовании. Специальный деревообрабатывающий механизм облегчит труд, позволит создавать качественную, продукцию в короткий срок.
Чтобы изделия отличались высокой точностью, но соответствовали современным характеристикам, применяются модели ЧПУ.
Числовое программное управление дает такую возможность, но покупать его под силу не каждому предпринимателю. Именно по этой причине появляется потребность изготовить самодельный агрегат, для устройства которого применяются детали собственного производства.
Основными частями фрезерных станков, предназначенных для обработки того или иного материала, являются направляющие. Они представляют собой шариковые или роликовые подшипники качения, назначением которых является перемещение каретки. Их цель – ускорение, упрощение и придание точности производству.
Виды направляющих
Точность станка – это задача направляющих стержней. Они делятся на два вида:
- скольжения;
- качения – предполагают использование подшипников.

Первый вид используется на станках небольшой мощности и не нуждающихся в большой продуктивности. К ним относятся деревообрабатывающие, и настольные аппараты.
Самодельные направляющие для ЧПУ станка изготавливаются линейного тапа, они могут быть роликовыми или шариковыми. Независимо от вида должны обладать следующими характеристиками:
- сохранением заданных параметров;
- плавным перемещением;
- эффективностью;
- низким трением.
В качестве деталей для скольжения втулок в большинстве случаев используются стержни цилиндрической формы, их необходимо отшлифовать. Некоторые мастера советуют изготовить механизм и без втулок, но из-за этой манипуляции будет снижена аккуратность изделий, а стержни будут иметь меньший срок эксплуатации.
Варианты самодельных направляющих
Направляющий механизм для ЧПУ часто бывает основан на использовании хромированной металлической трубы.

Направляющий механизм возможно сделать из хромированной металлической трубы
Она имеет небольшую стоимость, ее легко обрабатывать, меняя форму. Кроме того, есть и ряд недостатков:
- Защитный верхний слой стирается очень быстро, затем металл изнашивается быстрее.
- При высокой нагрузке на трубу, она не дает необходимой прочности.
Такое решение является дешевым для специалиста, но хватит работы такого станка лишь на несколько десятков часов. Это связано с минусами оцинкованных или хромированных труб, которые сами сделаны из мягкого металла, подверженного быстрому износу при нагрузке. Фрезер в совместном использовании с такими направляющими значительно сократит их срок службы.
Кроме этих способов, следует применять в качестве движущих частей устройства фрезера с небольшой мощностью. Они придают изготавливаемым деталям точную тщательную обработку, чаще их используют на . Они имеют низкую цену и маленький срок выработки.
Самодельные направляющие: инструкция
Самодельные направляющие для в ЧПУ собственного изготовления могут быть нескольких вариантов.
Первый вариант выполнения – простой, вовремя выполнения агрегата по такому алгоритму необходимо собрать конструкцию, состоящую из таких деталей:
- Подшипников – принимают силу мотора, оказываемую противодействию.
- Металлического уголка – выступает в роли каретки.
- Болтов и гаек – размер должен соответствовать внутреннему диаметру подшипника.
Инструкция по изготовлению:
- для начала измеряем необходимую длину металлического уголка, убрать лишнее;
- просверлить симметрично с двух сторон, отверстия необходимого диаметра;
- при помощи гаек и болтов закрепить подшипники.
Конструкция направляющих готова, она не требует массы усилий и довольно понятна для неопытного мастера.
Направляющие из мебельных стержней используются при изготовлении мебели на заказ, чтобы добиться точности, подойдет готовая фрезерная база из мебельных деталей. С применением в конструкции отшлифованных цилиндрических стержней.
В этом случае необходимо сделать отверстия, равные по диаметру их ширине, прямо в суппорте, они обязательно обязаны быть параллельны друг другу.
Используя старые печатные машинки «Янтарь», легко изготовить направляющие для ЧПУ своими руками. Их особенность в том, что движущие части там выполнены в форме уголка. Понадобятся такие детали:
- подвижная часть;
- сепаратор – пластина, в которую вмонтированы шарики;
- рельсы;
- металлическая пластина;
- уголки, длина которых равна рельсу.
Соединяем все части необходимым образом и получаем готовый результат.
Для маленького домашнего станка ЧПУ в качестве направляющих следует взять автомобильные стойки.

Автомобильные стойки подойдут для маленького станка ЧПУ
Их используют в отечественных автомобилях, поэтому достать их не составит труда. Используются штоки от стоек, они обладают прочностью и сделаны из качественного металла.
Поэтому проявив смекалку и фантазию, у мастера возможности становятся безграничны. Немного подумав, несложно собрать станок ЧПУ своими руками из подручных деталей, находящихся в доступе и не используемых по назначению. Это сократит затраты на домашнее производство и повысит его продуктивность и качественность.
Здравствуйте Господа 3dшники!
Прошу не судить меня строго за мой первый пост, так как последние мои рукописи - это письма домой из армии,так что писатель из меня никакой.
Что сподвигло на написание? Да просто хотел озвучить свои мысли вслух, посоветоваться и посовещаться.
Может подобное решение и обсуждалось, если честно я не нашел, будьте добры, ткните пальцем.
Как и многих здесь присутствующих, путь 3d_printа для меня начался с Rep-Strap.
Сколхозил худо-бедный принтер и ваяю.. для себя, для друзей, некоторые вещи даже покупали.
Ну да ладно.... не об этом.
Во общем проблема как и у многих с линейными подшипниками и направляющими.
Направляющих..... ПОЛНО. Работаю ИТ-специалистом, так что струйников через меня прошло "немало".
Жаль только, что диаметр у всех разный и нестандартный: 9.5мм, 10.5мм и тд... 8мм-осей попалось штук 6-8.
Купил направляющие из нержавейки диаметрами 8мм, 10мм, 12мм. и соответственные ЛП.
Вроде как то все работает, только то люфты, то борозды на осях образуются....
Раньше каретки катались на капролоновых втулках, которые иногда подклинивали...
Соглашусь, что кое-где виной было моё рукожопство, и вообще первый блин комом).
Сейчас проектирую H-Bot и голова греется... какие взять направляющие.... чтобы не борозд, не люфтов, не клинов.
А также чтобы сейчас, и безвозмездно, (те ДАДОМ)(с)Сова), и чтоб печаталось быстро, качественно, красиво!)
Оси и ЛП.... - нахлебался...
Оси и капролоновые втулки... - знакомый токарь уехал из города
Рельсы... - по отзывам, смотря на какого продавана напорешься.
Каретки на подшипниках качения...-получилось громоздко, гремит, грохочет, опять же мое рукожопство.
Пробовал печатать втулки из тримерной лески - межслойное сцепление слабое, и вообще так и не научился печатать леской.
Видел, продается для печати хороший нейлон, но думаю пока рано на таком принтере браться за "Виллиама, нашего Шекспира" (с).
О втулках из ABS мнения тоже расходятся.
......................................................
Вчера уснуть не мог, нашел на Yuotube видео где один парень показывал.... короче вот видео: Повторюсь: может подобное решение и обсуждалось, если честно я не нашел, будьте добры, ткните пальцем.
Но оно мне понравилось и я решил с ним поэкспериментировать.
В видео парень использовал тефлоновые трубки.
Моя мысль была проще - совместить ABS и Neylon в "линейном подшипнике-втулке".
Из ABS напечатать обойму, а шариками-роликами там будут кусочки триммерной лески.
На пальцах не объясню, покажу во FreeCade.
Мысль первая:
И тут Остапа понесло. А если во так:
Мысль вторая:

или вот так:

Вообщем фантазировать можно много.
Сегодня пятница, а принтер на работе. Вот что сегодня успел воплотить:







В конструкции станка с ЧПУ используется несколько типов направляющих. Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.
Валы круглого сечения
Наиболее широко применяемый и недорогой тип направляющих это полированные валы. Они просто монтируются, обрабатываются, купить такие детали не проблема. Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш. Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости. Фиксируются валы своими руками, с двух концов, очень просто и быстро.
В продаже множество подделок, выполненных из металла низкого качества. Ведь проверить твердость стали на месте не представляется возможным.
Эта модель направляющих обладает рядом недостатков:
- нет фиксации на основании. Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
- провисают на длинных отрезках. В связи с провисанием валы длиннее 100 см в станкостроении не применяют. Следует также учитывать соотношение толщины и длины вала. Оптимальным считается соотношение 0,05, а лучше от 0,06 до 0,1.
Линейные подшипники на круглый вал
Используется два типа линейных подшипников для направляющих:
- шариковые втулки;
- подшипники скольжения.
Шариковые втулки или подшипники качения по сравнению с каретками рельс обладают двумя большими недостатками: малая грузоподъемность, большой люфт. Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
- выдерживают малую нагрузку;
- невысокий ресурс работы — шарик прилегает к валу лишь в единой точке, поэтому здесь образуется высокое давление. Постепенно в месте соприкосновения пробивается канавка и вал необходимо своими руками менять;
- большой люфт — дешевые подшипники (а их большинство) производятся со значительным люфтом;
- легко забиваются опилкой и пылью.
Подшипники скольжения. Подшипники этого типа изготавливают из мягких металлов, капролона, они работают по принципу трения скольжения. Если при эксплуатации выдерживаются все допуски, грузоподъемность и точность такого подшипника не меньше, чем качения. Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Постепенно изделие изнашивается и его необходимо периодически подгонять, чтобы убрать зазоры. Чаще всего при изготовлении направляющих своими руками, используются более доступные шариковые подшипники.
Шлицевые валы

Вал круглого сечения имеет продольные пазы, по которым двигаются шарики втулки. Конструкция обладает повышенной жесткостью по сравнению простыми шлифованными валами, более длительным сроком эксплуатации, способна воспринимать с втулки усилия кручения.
При этом они также просто устанавливаются на два крепления по концам. Благодаря конструкции можно обеспечивать натяжение вала, поэтому их используют при необходимости крепежа направляющих по концам.
Один из основных минусов шлицевых направляющих — их высокая цена, поэтому в обычных станках с ЧПУ они используются редко.
Цилиндрические валы

Конструкция цилиндрических валов позволяет удерживать уровень по всей длине, полностью исключая провисание под весом каретки или своим собственным. Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
Минусы цилиндрических валов:
- малый срок эксплуатации;
- заметный люфт втулок.
Если подшипники линейного типа одинаково работают с нагрузками разного направления, то на цилиндрических валах каретки показывают меньшую стабильность. Это объясняется замкнутой поверхностью втулок, которой не обладают каретки. Поэтому следует быть готовым к тому, что аппарат с ЧПУ малого размера с увесистой кареткой на опорных валах будет работать с большей погрешностью, нежели такой же станок с ЧПУ на обычных круглых рельсах.
Технология изготовления цилиндрических рельс очень проста, поэтому их производят и известные фирмы, и кустарные мастерские. Этим объясняется разброс технических характеристик и цен. Зачастую каретки и рельсы одного изготовителя «ноу нэйм» не совпадают.
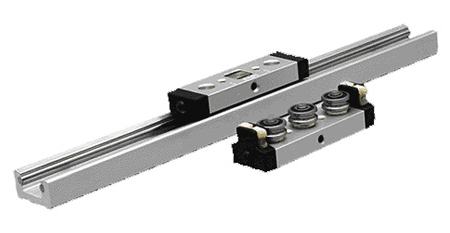
Профильные рельсовые направляющие

Такие направляющие устанавливаются в станках ЧПУ особой точности, фиксируются прямо к станине, они могут быть шариковыми и роликовыми.
Шариковые профильные направляющие
На профильных направляющих есть дорожки, по которым перемещается каретка. Поэтому нагрузка распределяется равномерно по длине дорожки: шарик каретки прилегает к рельсу по дуге. Рельсы-направляющие характеризуются геометрической точностью. При перемещении тяжелой каретки их прямолинейность не нарушается. Служат они долго и практически не дают люфт.
Минусы шариковых рельс:
- к местам крепления существуют высокие требования по прямолинейности и шероховатости;
- достаточно сложно монтируются на станок с ЧПУ.
В продаже можно найти модели кареток и направляющих с разными грузоподъемностью и преднатягом. Производство рельс дорого, технология сложна. Поэтому кустари не занимаются их изготовлением, а представленная на рынке продукция достаточно качественная. Достойные направляющие выпускают, например, под марками ТНК и Hiwin.
Роликовые профильные направляющие
Это одна из разновидностей профильных рельс с плоскими пазами качения. Опорные модули вместо шариков оснащаются роликами. Благодаря этой разнице направляющие получаются еще более жесткими, выдерживающими большие грузы и длительный срок эксплуатации. Такие рельсы устанавливают на интенсивно работающее оборудование для фрезеровки камня, прочных марок стали и чугуна.
Призматические рельсы и «ласточкин хвост»
Их устанавливают на металлообрабатывающих производствах, где требуется повышенная жесткость. Рельсы «ласточкин хвост» представляют собой два скользящих друг по другу, плоских элемента. Отличие конструкции в большой плоскости соприкосновения. Такие рельсы нельзя демонтировать, они являются частью станины. Их производство и ремонт довольно сложны, поменять их своими руками вообще невозможно. Поэтому конструкция используется только в профессиональных станках с ЧПУ.
Самодельные направляющие из того, что нашлось под рукой

Простейшие направляющие можно собрать своими руками из металлического уголка, подшипников, гаек и болтов. Алюминиевые уголки для направляющих использовать не стоит — деталь придется менять очень часто. Ведь шарикоподшипники каретки будут выедать в ней дорожки. Предпочтительнее стальной уголок или кругляк. В зависимости от интенсивности использования его можно закалить или оставить, как есть. Но непременно следует отшлифовать, уменьшив трение. Наиболее простой и бюджетный вариант это направляющие из старого принтера.
Не следует подбирать слишком широкие подшипники, это бесполезно. Ширина «выедаемой» дорожки на направляющей не зависит от габаритов подшипника. Диаметр болтов должен совпадать с внутренним поперечником подшипника.
Профильные линейные направляющие, своими руками сделанные или приобретенные - это роликовые или шариковые высокоточные подшипники качения, служащие в линейных перемещениях. Они обладают возможностью воспринимать силы, действующие в любых направлениях, исключая направление перемещения.
Виды линейных направляющих
Линейные направляющие бывают двух видов:
- с циркуляцией шариков;
- с циркуляцией роликов.
Роликовые исполняются в виде цилиндрических направляющих и направляющих с плоским сепаратором.
Все направляющие должны обладать главными свойствами:
- малым трением;
- высокой эффективностью;
- плавным линейным перемещением;
- способностью сохранять рабочие параметры.
Модули линейного перемещения
В последнее время в связи с развитием автоматизации большое значение приобрело применение модулей линейного перемещения, которые состоят из:
- прочного несущего профиля;
- точной направляющей системы;
- долговечного приводного механизма;
- серводвигателя с простым управлением.
В такой модульной составляющей находят свое применение направляющие как с подшипниками-шариками, так и с подшипниками-роликами. Рабочий привод осуществляется с помощью линейного двигателя, зубчатого ремня или шарикового винтового механизма.

Нашли свое применение и линейные столы, использующиеся при необходимости перемещения больших масс по осям. Благодаря габаритам, они воспринимают большие моментные нагрузки. В линейных столах используются:
- втулки линейного перемещения;
- направляющие с циркуляцией шариков.
Методика измерения точности
Если вы делаете линейные направляющие своими руками, вам нужно контролировать точность. Это делается довольно просто. На установленную базовую поверхность ставится рельс. В этом случае точность - выражение среднего значения показаний индикатора в центральной части измеряемой поверхности. Также точность линейных направляющих определяется измерением ширины и длины. При этом измеряется допуск на размер для каждого блока, что установлен на рельсе.
Жесткость и преднатяг
Во время работы профильные рельсовые направляющие подвергаются, ввиду приложенной нагрузки, воздействию упругой информации. Показания величины деформации зависят от типов элементов качения. Но так или иначе она становится меньшей, когда нагрузка увеличивается.

Для увеличения жесткости системы применяется преднатяг. Он уменьшает срок службы линейных направляющих, вызывая в них внутреннее напряжение, но при этом способен к поглощению деформирующих нагрузок при работе линейной направляющей в условиях сильной вибрации или ударной нагрузки. В связи с тем, что преднатяг вызывает упругую деформацию подшипников, они становятся зависимыми от негативного влияния ошибок при монтаже. Это говорит о том, что больше внимания следует обращать на точность обработки установочной поверхности.
Виды преднатяга:
- нормальный - применяется при наличии незначительных вибраций;
- легкий - используется при наличии легких вибраций и легком крутящем моменте;
- средний - применяется при ударных нагрузках и сильных вибрациях, а также при опрокидывающих нагрузках.
Монтаж рельсовых направляющих
Важно знать, что линейные рельсовые направляющие подвержены действию силы и момента. Для них должны определяться значения: допустимый статический момент и грузоподъемность, которые вычисляются при помощи формул. Рассчитывая номинальный ресурс шариковых и роликовых направляющих, надо использовать разные формулы.
При постоянной длине хода и частоте перемещений ресурс работы выражается через время. Обладая компактными монтажными размерами, профильные рельсовые направляющие имеют высокую грузоподъемность. Устанавливаемые в различных видах станков или в другом оборудовании, они монтируются двумя различными способами: в виде горизонтального рельса и способом боковой установки.
Так как комплектация осуществляется из двух параллельных рельсов, то расположение первого рельса исполняется на базовой стороне, а другого - на стороне регулируемой.
При работах с большими ударными нагрузками и вибрациями установка дополнительных боковых деталей - боковой прижимной пластины, установочных затяжных винтов, конического клина - способствует их устранению.
Установка же дополнительных прижимных деталей при работе с малой нагрузкой и небольшими скоростями перемещений не обязательна.
Линейные направляющие для станков ЧПУ
Что составляет систему линейных перемещений? Это комбинирование передачи и линейных направляющих.
Линейные направляющие для ЧПУ - это линейные подшипники, направляющие втулки, валы. Сами же направляющие должны решать три основные задачи:
- быть опорой для комплектования станка;
- при минимальном трении, с нужной точностью по заданной траектории обеспечивать движение деталей станка;
- принимать нагрузки, возникающие при рабочем процессе.
Линейные направляющие делятся в зависимости от способа крепления на станок. Это направляющие, осуществляющие полную поддержку - метод крепления к станине по всей длине направляющих, и частичную поддержку - метод концевого крепления.

Направляющие с полной поддержкой имеют большую грузоподъемность, в отличие от направляющих с частичной поддержкой. Иногда бывают варианты, когда по осям устанавливаются линейные направляющие - как с полной, так и с частичной фиксацией.
Представителями такой группы являются линейные цилиндрические направляющие. Они осуществляют возможность применения нескольких видов цилиндрических направляющих:
- направляющие полированные валы - является наиболее распространенным (высокая доступность, легкость в установке);
- шлицевые валы - высокая износостойкость и жесткость, способность принятия крутильных усилий с втулки. Используется при концевом монтаже направляющих;
- валы на опоре - это цилиндрические рельсы. Они используются в виде непосредственного крепления на станок.
Точность монтажной поверхности
Профильные рельсовые направляющие устанавливаются при помощи крепления на обработанную базовую поверхность. Метод крепления заключается в создании буртика на посадочной поверхности у становления по нему базовой поверхности или каретки. Исключение перекосов возможно при наличии канавки в углу самого буртика.

Существует прямая взаимосвязь между точностью поверхности рельса и точностью перемещения. От этого будет зависеть и точность всего оборудования. При этом точность обработанной монтажной поверхности обязательно соответствует заданной точности перемещения. Важно помнить, что нужно обязательно учитывать плоскостность блока, исключая при этом деформацию каретки.
Базовые поверхности
Чтобы обеспечить точную и более простую установку, необходимо создать базовые поверхности, которые должны располагаться на каретке и на рельсе с одной стороны.
При этом метка должна располагаться с противоположной стороны. Если достаточная точность не обеспечивается ввиду особенностей схемы монтажа, тогда осуществляется обработка базовых поверхностей и со второй стороны.
Защита от коррозии и смазка
Чтобы защитить направляющие от воздействия коррозии, их исполняют из Есть вариант с нанесением специального защитного покрытия. Его применение осуществляется при необходимости в высокой степени защиты от коррозии.

Готовые заводские направляющие смазываются пластичной смазкой, выполненной на основе литиевого мыла. После этого они могут использоваться по назначению. Различные условия работы потребуют нужной периодичности добавления смазки такого же типа.
Механическая обработка любого материала подразумевает в первую очередь точность и продуктивность. Независимо от того, какого типа и предназначения станок, есть базовые элементы, параметрами которых пренебрегать нельзя. Базовой составляющей для металлорежущего, деревообрабатывающего или обрабатывающего устройства, предназначенного для пластика, есть направляющие, которые обеспечивают безошибочность и цикличность проведения обработки.
Какие бывают направляющие
Любой станок базируются на точности обработки, которую обеспечивают направляющие стержни. Своими руками приходится изготавливать рабочие узлы, но есть такие, которые самому никак не сделать, годятся только детали заводского изготовления.
К примеру, рабочий орган фрезерного станка изготовить едва ли получится, как и со сверлильным или . Поэтому приходится использовать готовые решения - дрели, приводы, граверы или электрические лобзики. С направляющими дело обстоит попроще, поскольку их характеристики и вид прямо зависит от предназначения агрегата.
Практически все они, применяемые в заводских и самодельных конструкциях бывают всего двух типов - скольжения и качения. По принципу подшипников, их метод работы понятен - одни основаны на скольжении, вторые используют в своей конструкции подшипники качения.
Для оборудования малой мощности и не требующих точности и производительности, используют принцип скольжения. В основном, такими деталями пользуются настольные сверлильные и токарные агрегаты, а также деревообрабатывающие. Есть еще подвиды, но рассмотрим те, которые проще всего изготовить своими руками из того, что есть в продаже.
Направляющие для ЧПУ станка
Обрабатывающие центры с ЧПУ для мелкосерийного и домашнего использования - дорогая штука и не каждый может позволить себе купить форматно-расточной или с ЧПУ, но выполнить своими руками сносное по качеству обработки и чистоте реза устройство, можно запросто. Рассмотрим несколько конструкций, но сначала посмотрим на детали заводского изготовления, чтобы понять основные принципы работы.
Все направляющие для программируемых станков бывают кругового движения или линейного типа, это зависит от траектории, по которой движется подвижный узел в координатах. Будем рассматривать только линейные, как самые востребованные у самодельщиков, да и особой нужды для применения круговых устройств нет.
Самый простой вариант для самодельных программируемых устройств любого типа - детали скольжения. В зависимости от требований к производительности их параметры меняются. В основном используют цилиндрические стержни, их предварительно шлифуют, по ним движутся бронзовые втулки. Суппорт выполняется и без втулок, но это, естественно, будет влиять и на ресурс стержней, и на аккуратность обработки заготовок.
В качестве стержней на плоскошлифовальном наждаке, сверлильном или простом токарном, может быть использована оцинкованная труба разного диаметра. Она хороша тем, что стоит дешево, легко поддается обработке и формированию, но есть также и существенные недостатки:

Тем не менее во многих маломощных устройствах они используются и если падает точность, труба просто заменяется новой. Более остроумно поступают при изготовлении маленького фрезера на базе устройств скольжения от старых матричных принтеров. Такой вариант показал себя на практике положительно и в них еще поработают не один год. Несколько таких конструкций мы представили на фото. Также есть еще один неплохой вариант, чтобы обойтись малой кровью при постройке программируемого оборудования.
Станки с ЧПУ из мебельных стержней
Прекрасный вариант, когда нужно добиться тщательности обработки, особенно в деревообрабатывающих станках для производства мебели небольшими партиями, в ленточно-шлифовальных, фрезерных на базе готового фрезера малой мощности. Мебельные детали стоят недорого, правда и ресурс у них меньше, чем у аналогичных элементов скольжения от принтеров или печатных машинок.
Пример использования мебельных стержней на форматно-расточном показан на фото. Понятно, что размеры станины и подвижного стола корректируются в зависимости от назначения. Тем не менее, если использовать мебельные шарикового типа на сверлильном, сносу им не будет, поскольку нагрузка и частота у работы у фрезера или сверлильного значительно отличаются от нагрузок на форматно-раскроечном станке.
Выход есть всегда, а по приведенным примерам вполне возможно подобрать направляющие скольжения для своего станка с ЧПУ желаемых параметров. Удачи в работе!







